【品質工学】制御因子間の交互作用の議論【我々は何故「制御因子間の交互作用の大小」を根拠とした説明を信じてしまったのか?】 [【YouTube】]
品質工学において、「制御因子間の交互作用」はとても重要だとされています。
しかし、この「制御因子間の交互作用」について、「本当に重要なのか?」「重要だとしてら何故なのか?」について、納得のいく詳細な説明を見たことがありません。
そこで、長野県品質工学研究会にて議論した資料をここにご紹介します。

このブログ記事は、YouTubeの動画でもご覧いただけます。
----------------------
品質工学の教義とは?
----------------------
品質工学に関する本を読むと、よく目にするこのフレーズ
+++++++++++++++++++++++++++
品質工学を活用して
「上流」で開発すれば
「下流」での再現性を確保できる
+++++++++++++++++++++++++++
これって、本当なのでしょうか?
『田口さんがそう言っているから』ではなくて、
ちゃんと(自分の思考で)考えてみることにしました。
----------------------
最初に初心者向けに「制御因子間の交互作用」について説明をします。
----------------------
「制御因子間の交互作用」とは、字のごとく、「ある制御因子」と「ある制御因子」の間の交互作用のことです。
ここでは、制御因子Aと制御因子Bの間の交互作用について説明します。
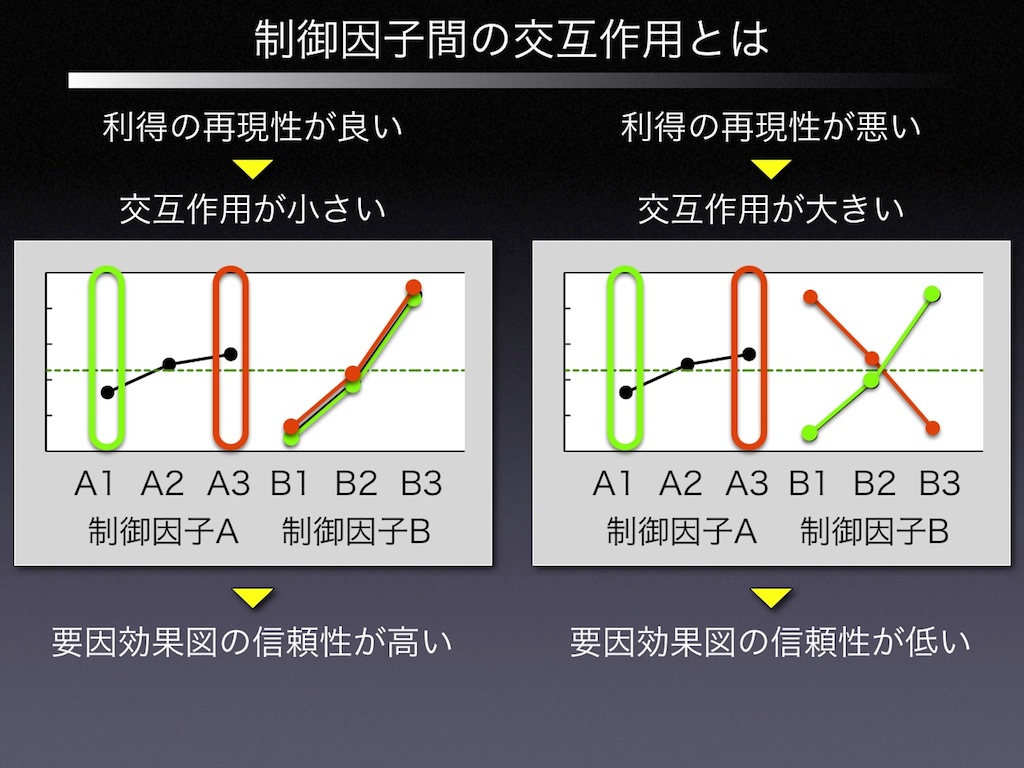
【最初に左側のグラフの説明をします】
「利得の再現性が良い」とは、すなわち「制御因子間の交互作用が小さい」ということです。
例えば、
制御因子Aが【A1】の時、制御因子Bについて【B1】【B2】【B3】と振った実験をしたとします。
すると、制御因子Bの要因効果図は、緑色のグラフの様になります。
次に、
制御因子Aが【A3】の時、制御因子Bについて【B1】【B2】【B3】と振った実験をしたとします。
すると、制御因子Bの要因効果図は、赤色のグラフの様になります。
制御因子Aがどの水準であっても、制御因子Bの傾向が同じ形になるような場合、「制御因子Aと制御因子Bの間の交互作用は小さい」と言います。
よって、「要因効果図の信頼性は高い」と言えます。
【次に右側のグラフの説明をします】
「利得の再現性が悪い」とは、すなわち「制御因子間の交互作用が大きい」ということです。
例えば、
制御因子Aが【A1】の時、制御因子Bについて【B1】【B2】【B3】と振った実験をしたとします。
すると、制御因子Bの要因効果図は、緑色のグラフの様になります。
次に、
制御因子Aが【A3】の時、制御因子Bについて【B1】【B2】【B3】と振った実験をしたとします。
すると、制御因子Bの要因効果図は、赤色のグラフの様になります。
制御因子Aがどの水準であるかによって、制御因子Bの傾向が変化してしまうような場合、「制御因子Aと制御因子Bの間の交互作用は大きい」と言います。
こうなると、「要因効果図の信頼性は低い」と言わざるを得ません。
----------------------
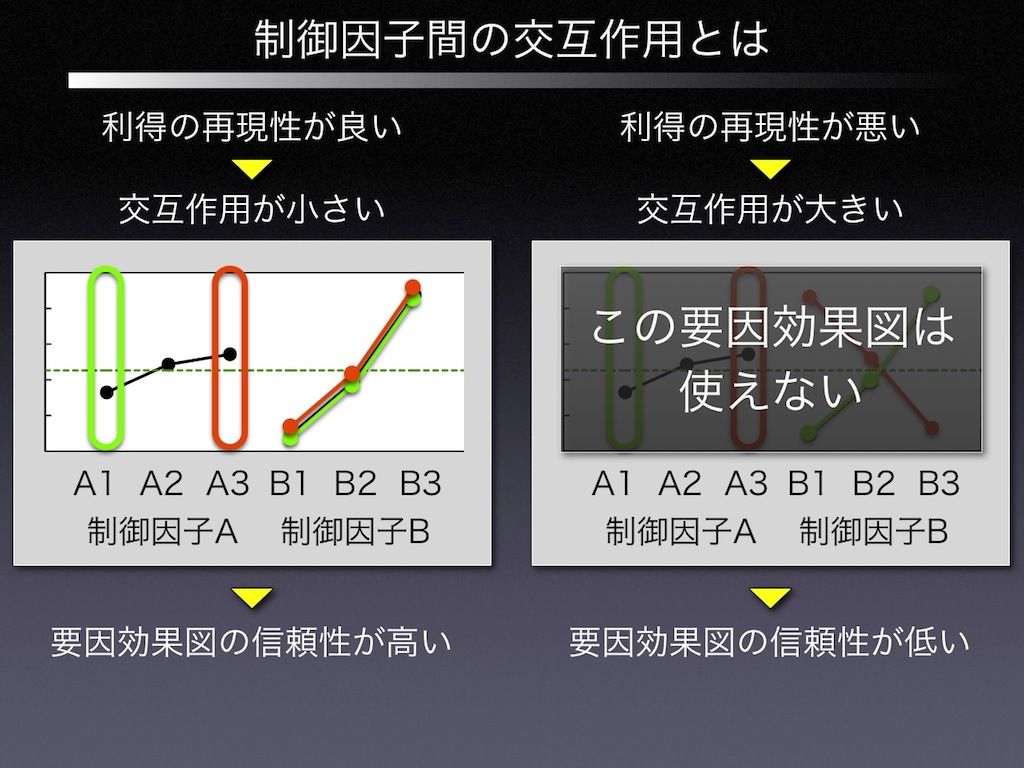
「利得の再現性が悪い」場合、「要因効果図は使えない」ということになります。
----------------------
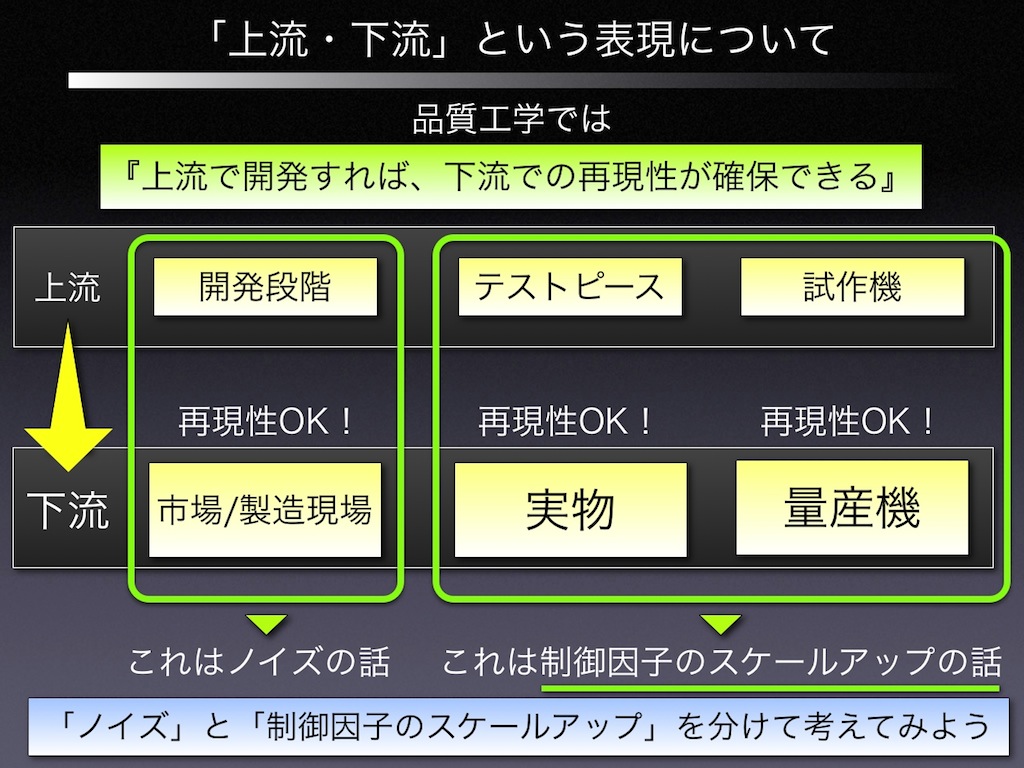
『品質工学を活用して、「上流」で開発すれば、「下流」での再現性を確保できる』
と言われていますが、この場合の「上流」と「下流」とは、どういう意味でしょうか?
----------------------
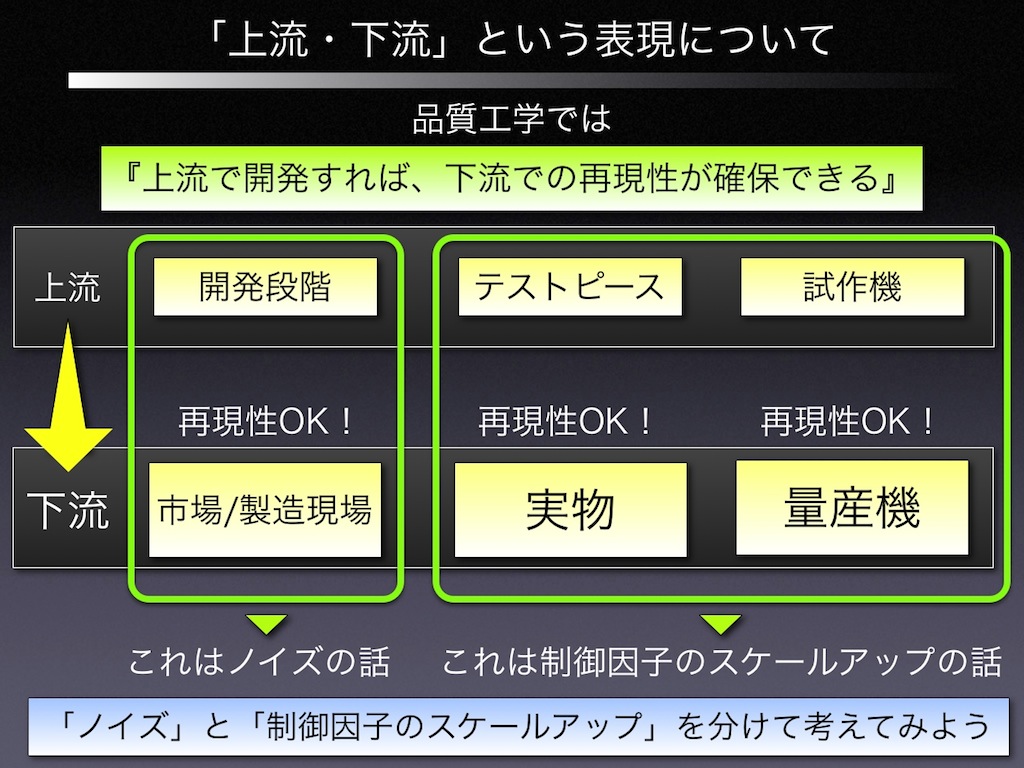
私はこんな風にまとめてみました。
※そもそも、品質工学における「上流」と「下流」の意味が不明確なのが問題ではあります。
上流とは、「開発段階」のことであり、「テストピース」での開発や「試作機」での開発を意味します。
下流とは、「市場や製造現場」のことであり、「実物」での開発や「量産機」での開発を意味します。
上流の「開発段階・市場/製造現場」と「テストピース・実物」と「試作機・量産機」を一緒に考えると複雑になりますので、2つのグループに分けて考えてみることにします。
1つ目は、「ノイズの話」として、「開発段階」と「市場/製造現場」を考えます。
2つ目は、「制御因子のスケールアップの話」として、「テストピース」と「実物」、「試作機」と「量産機」を考えます。
それでは先ず最初に、「ノイズの話」からご紹介します。
----------------------
「ノイズの話(上流と下流)」
----------------------
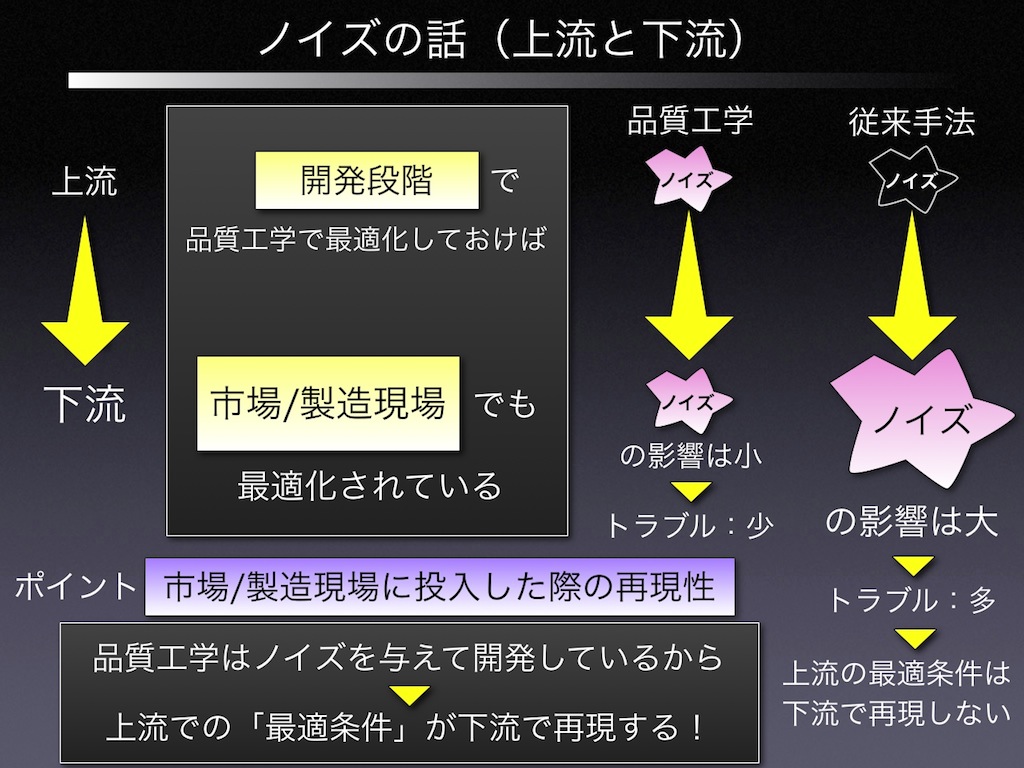
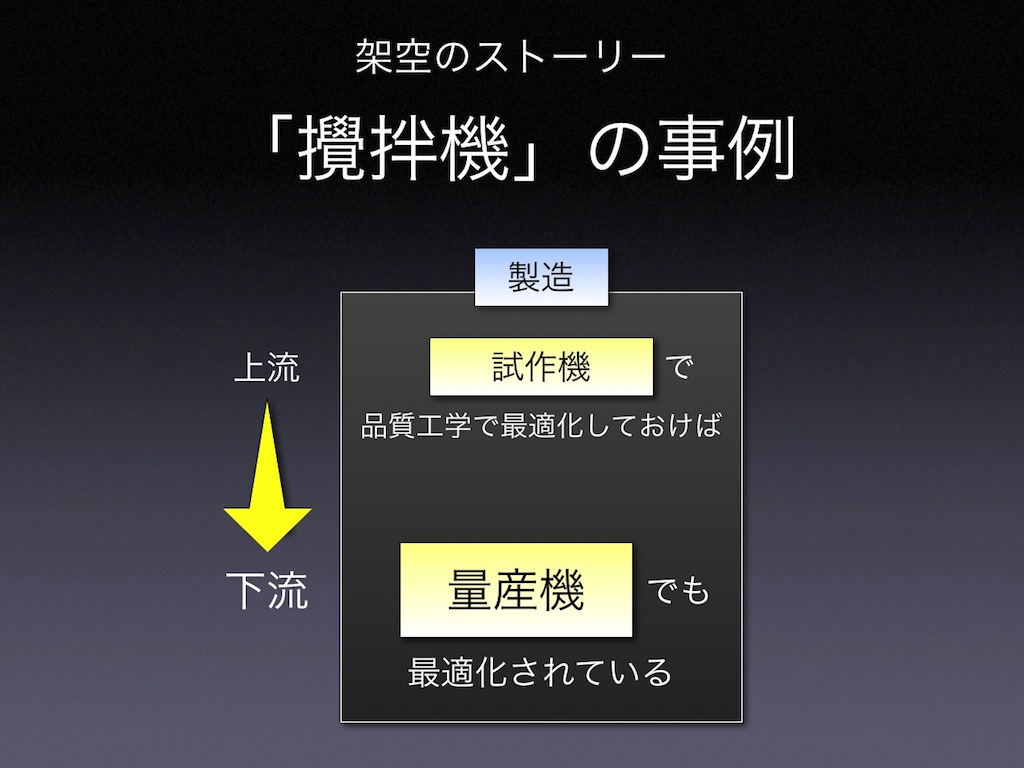
上流の「開発段階」において、品質工学を用いて最適化しておけば、下流の「市場/製造現場」で最適化しなくても、既に最適化されている。
これが品質工学の優れたメリットです。
ポイントは、「市場/製造現場」に最適条件を投入した際の再現性です。
品質工学では、開発段階において、ノイズを与えてSN比で評価して最適条件を求めます。
その最適条件は、市場/製造現場においてもノイズに対して強く(つまりノイズの影響を受けにくい)、トラブルの発生頻度は少なくなります。
一方、従来の手法では、開発段階において、ノイズを与えた評価はせずに最適条件を求めます。
その最適条件は、市場/製造現場において、ノイズに対して弱く(つまりノイズの影響を受けやすい)、トラブルの発生頻度は多くなります。
つまり、上流(開発段階)で求めた最適条件は、下流(市場/製造現場)で再現しないのです。
品質工学は、ノイズを与えて開発しているから、上流での最適条件が下流で再現するのです。
----------------------
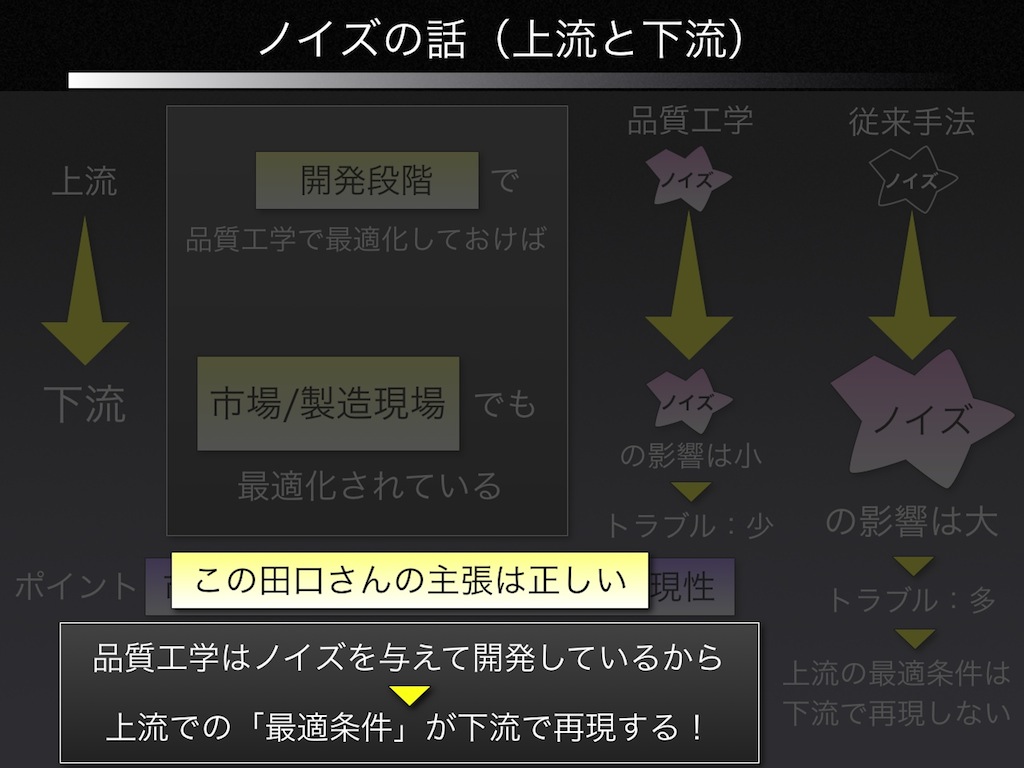
「品質工学は、ノイズを与えて開発しているから、上流での最適条件が下流で再現する」
という田口さんの主張は正しいです。
これはまさしく「ノイズの話」であり、ノイズを与えて評価することの有効性を示しています。
----------------------
次に、「制御因子のスケールアップの話」をご紹介します。
----------------------
「制御因子のスケールアップの話(上流と下流)」
----------------------
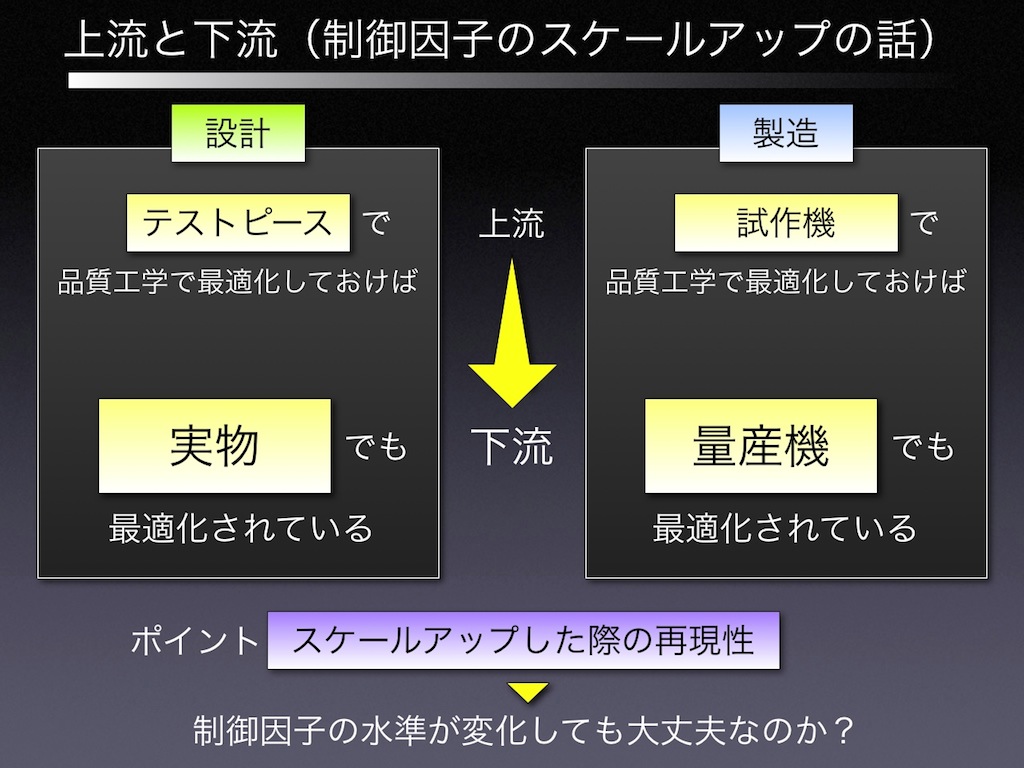
【設計】の事例で説明すると、
上流において「テストピース」を用いて品質工学で最適化しておけば、下流における「実物」で最適化しなくても、既に最適化されている。
これが品質工学の優れたメリットとされています。
同様に、【製造】の事例で説明すると、
上流において「試作機」を用いて品質工学で最適化しておけば、下流における「量産機」で最適化しなくても、既に最適化されている。
これも品質工学の優れたメリットとされています。
ポイントは、制御因子をスケールアップした際の再現性です。
つまり、「制御因子の水準が変化(スケールアップ)しても大丈夫(「大丈夫」とは、最適条件が適用できるという意味です)」というのが品質工学の主張です。
しかし、本当に制御因子の水準が変化(スケールアップ)しても大丈夫なのでしょうか?
検証してみることにします。
その前に、「制御因子のスケールアップ」とは何か?について述べます。
----------------------
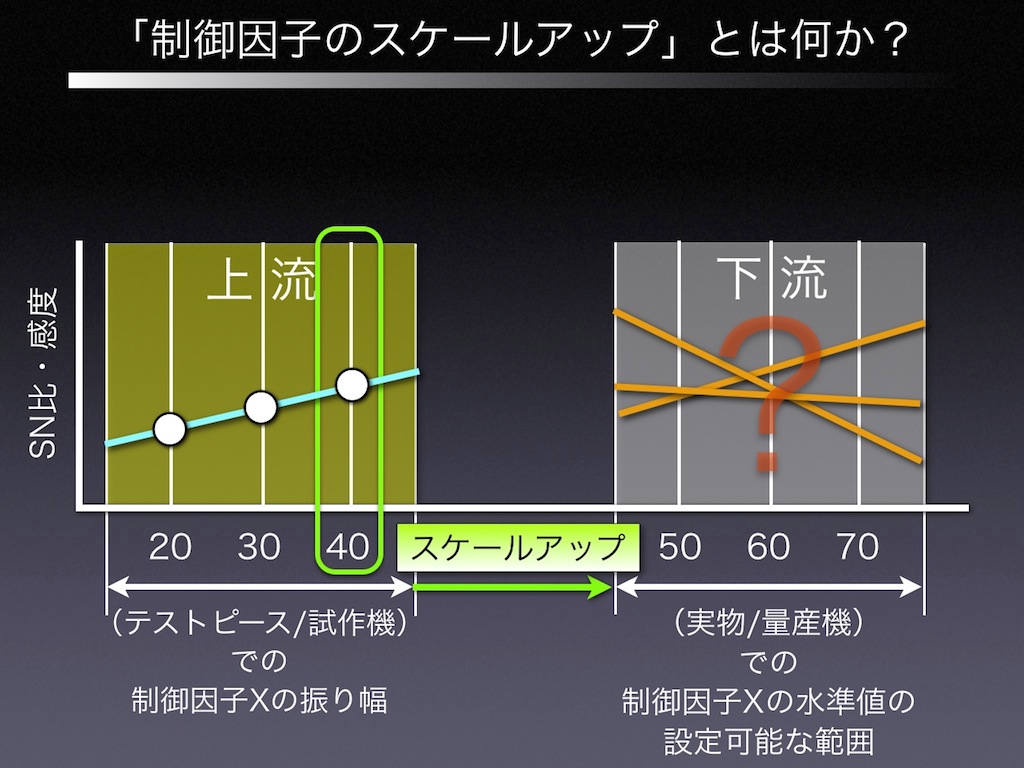
「制御因子のスケールアップ」とは何か?
上流(テストピース/試作機)で品質工学を適用して開発をする際、設定した制御因子Xの振り幅は【20、30、40】でした。
最適条件は【40】という結果になりました。
下流(実物/量産機)での開発における制御因子Xの振り幅は、上流(テストピース/試作機)と一致するとは限りません。
一致しない場合、「制御因子をスケールアップ」と表現します。
※値が小さくなる場合もありますので、その場合は「スケールダウン」なのですが、「一致しない」ことに意味がありますので、まとめて「スケールアップ」と呼称します。
制御因子Xの振り幅をスケールアップした際の(SN比や感度)の傾向は、どうなるでしょうか?
----------------------
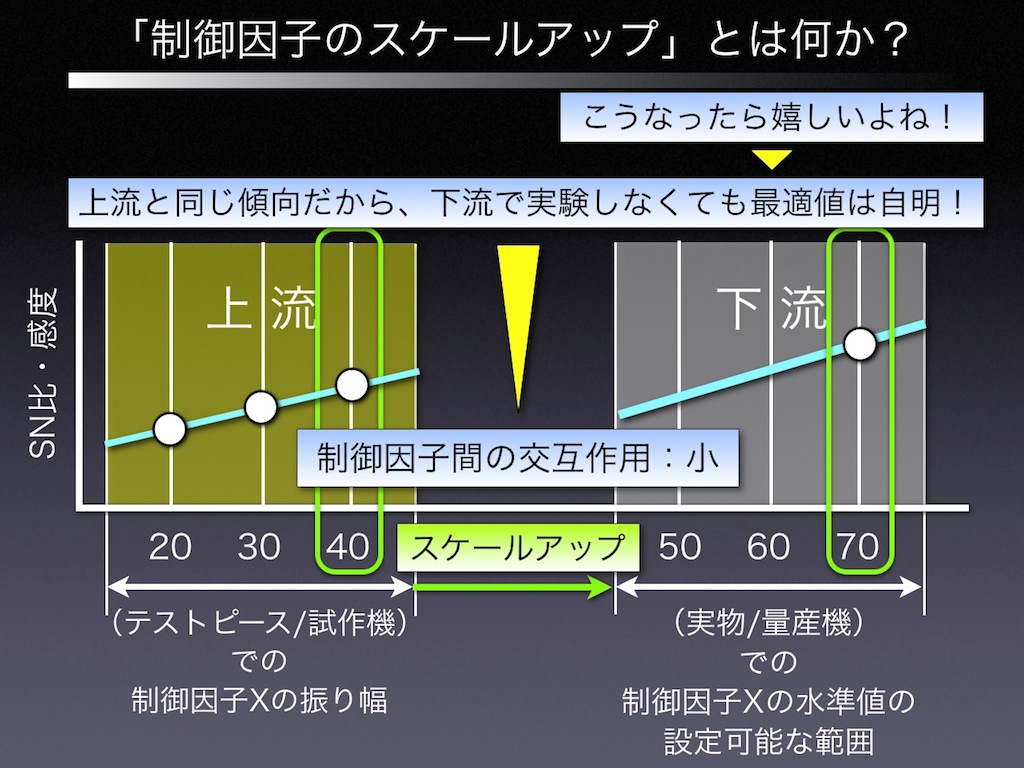
制御因子Xの振り幅をスケールアップした際の(SN比や感度)の傾向は、どうなるでしょうか?
普通に考えれば、『スケールアップした振り幅で実験してみないと不明』となりますが、品質工学はこの場面で
【「制御因子間の交互作用が小さい」場合は、下流(実物/量産機)で実験しなくても、上流(テストピース/試作機)での傾向と同じになる】
と考えるのです。
だから品質工学では、「制御因子間の交互作用が小さい」ことに執着するのです。
しかし、不幸にして「制御因子間の交互作用が大きく」なってしまう場合もあります。
----------------------
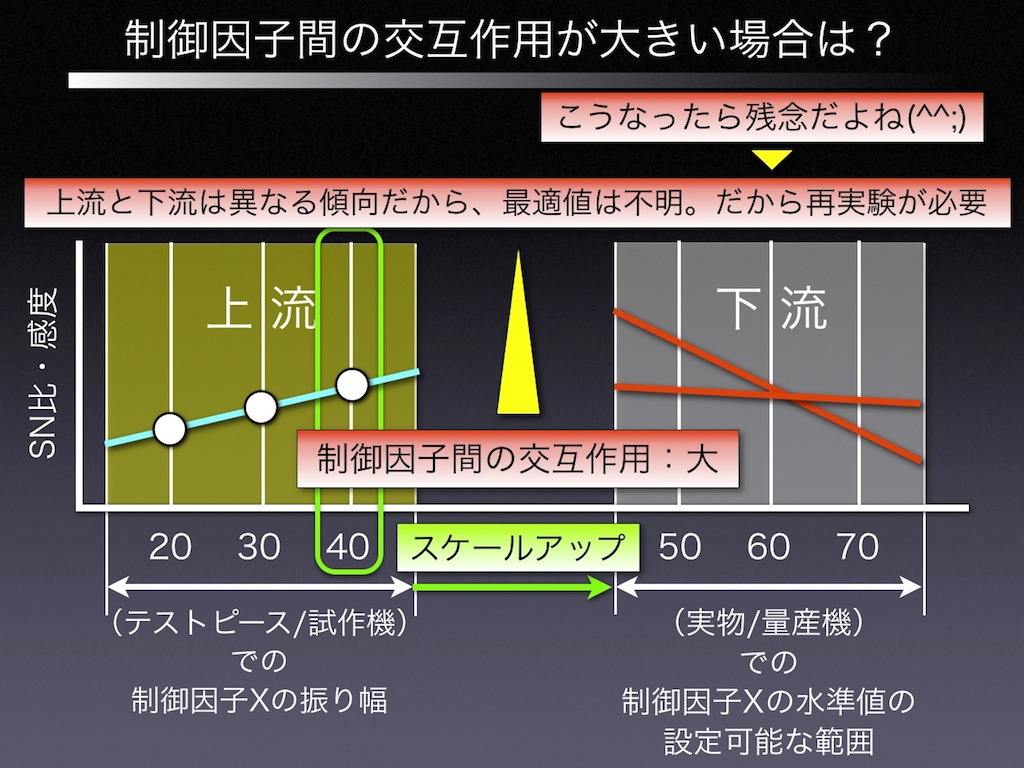
不幸にして「制御因子間の交互作用が大きく」なってしまった場合、下流(実物/量産機)での傾向は、上流(テストピース/試作機)での傾向とは異なるので、下流(実物/量産機)で再実験が必要となり、かなり面倒なことになります。
このような自体を避けるため、品質工学では、上流(テストピース/試作機)での利得の再現性(つまり、制御因子間の交互作用)に拘るのです。
----------------------
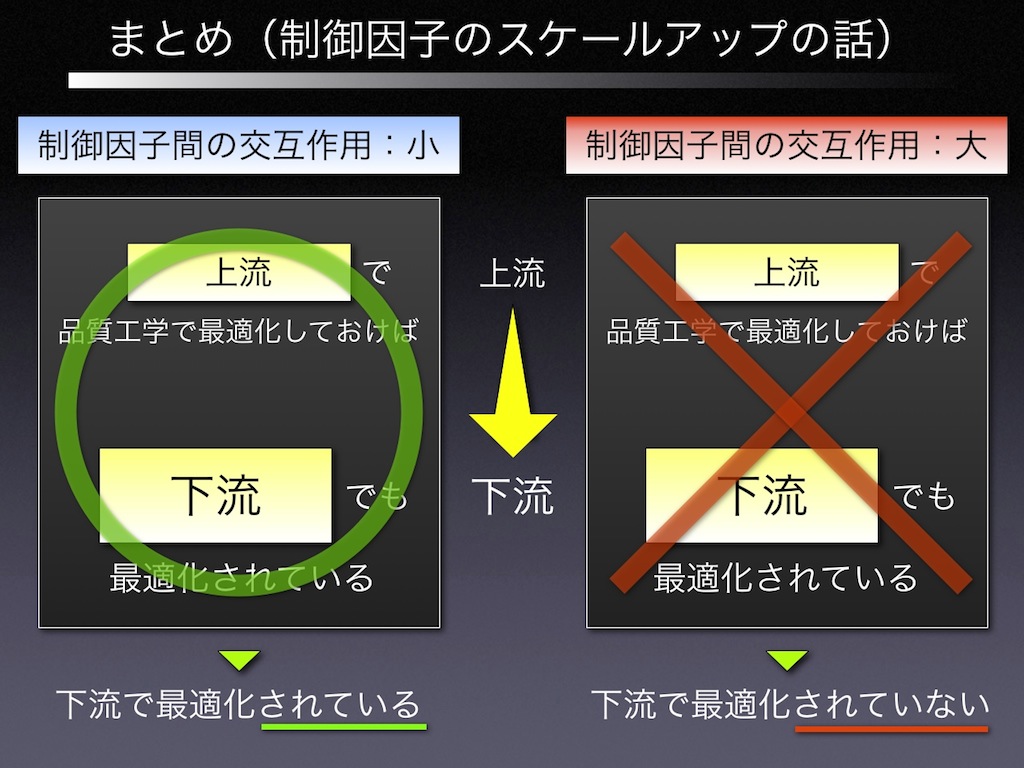
制御因子のスケールアップについて、まとめてみます。
制御因子間の交互作用が小さい場合、
上流(テストピース/試作機)で品質工学で最適化しておけば、下流(実物/量産機)でも最適化されているので、下流(実物/量産機)で再実験する必要が無く、とても効率的な開発が可能となります。
一方、
制御因子間の交互作用が大きい場合、
上流(テストピース/試作機)で品質工学で最適化したとしても、下流(実物/量産機)で最適化されているとは言えないので、下流(実物/量産機)で再実験する必要が有り、非効率な開発になってしまいます。
----------------------
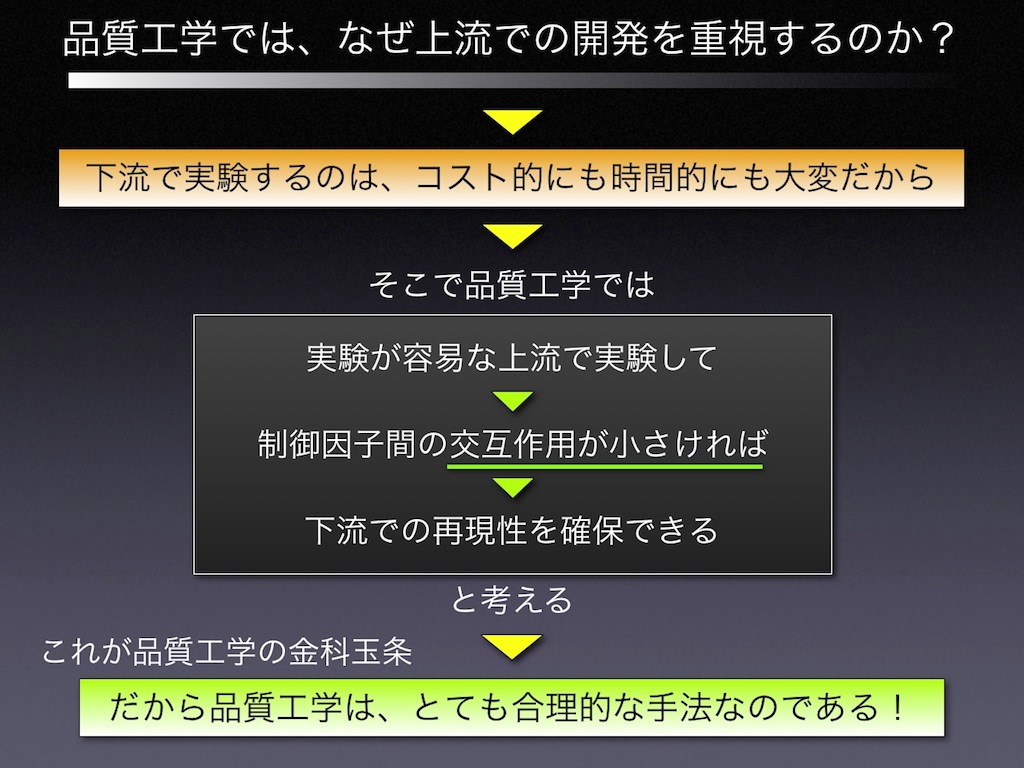
品質工学では、なぜ上流(テストピース/試作機)での開発を重視するのか?
下流(実物/量産機)で実験するのは、大きな「実物/量産機」や複雑な「実物/量産機」を作る必要があり、コスト的にも時間的にも大変だからです。
そこで品質工学では、
++++++++++++++++++++
実験が容易な上流(テストピース/試作機)で実験しておいて、
制御因子間の交互作用が小さければ、
下流(実物/量産機)での再現性を確保できる。
++++++++++++++++++++
と考えるのです。
「だから品質工学は、とても合理的な手法なのである」
これが品質工学の金科玉条です。
----------------------
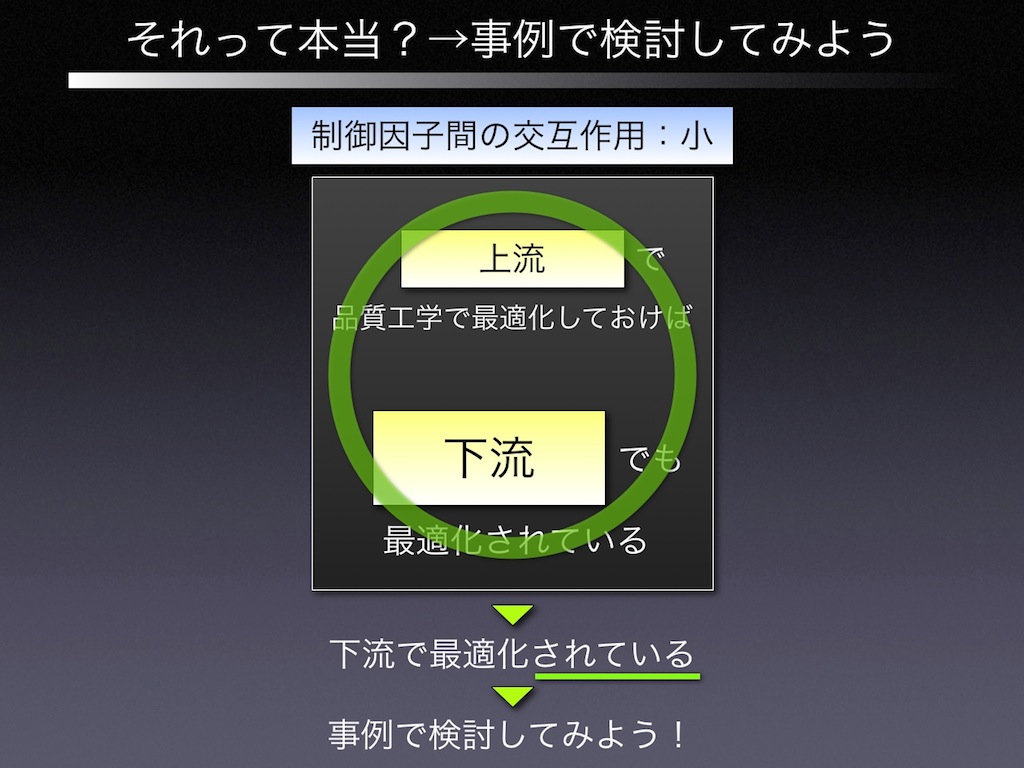
【制御因子間の交互作用が小さい場合、上流(テストピース/試作機)で品質工学で最適化しておけば、下流(実物/量産機)でも最適化されている】
一見、なるほどなあ、と思ってしまうのですが、本当にこれって正しい考え方なのでしょうか?
ということで、これから2つの事例で、本当に正しい考え方なのかを検討してみたいと思います。
----------------------
2つの事例(製造と設計)で検討してみます。
----------------------
最初の事例は、製造(攪拌機の開発)の事例です。
※これは架空のストーリーです。
----------------------

架空のストーリー「攪拌機を開発しましょう」
下流(量産機)で最適化実験するのは、先に紹介したように開発コストが高くなります。
そこで、上流(試作機:ビーカー実験)で最適化する事例です。
----------------------
先ず最初に、
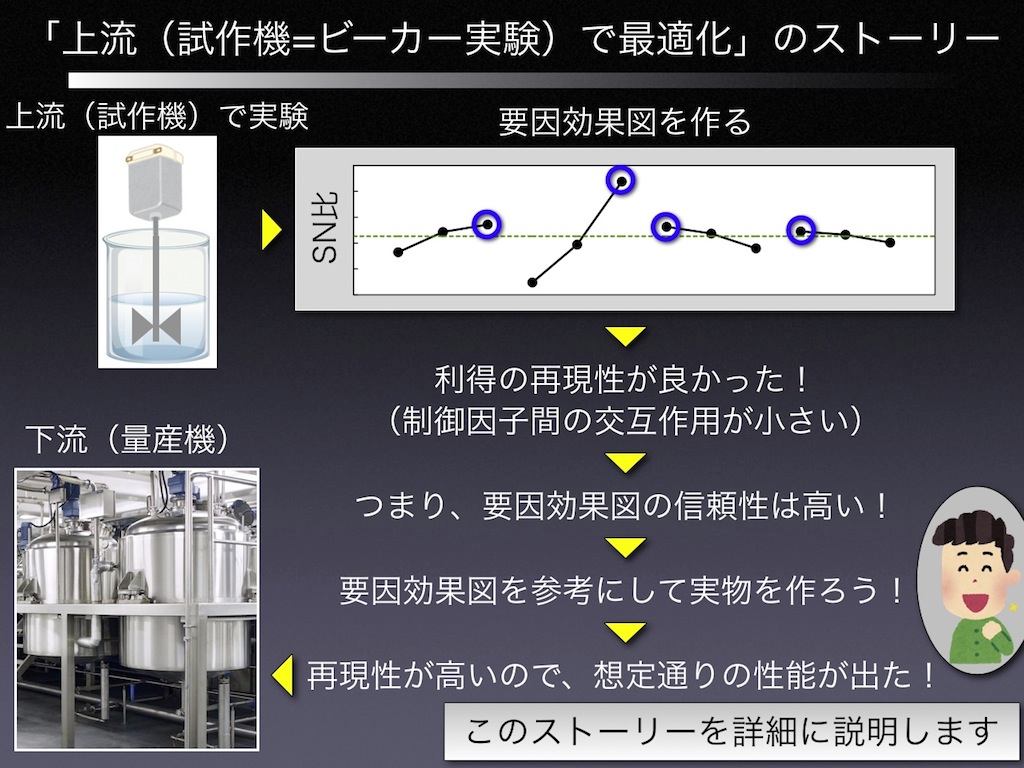
上流(試作機:ビーカー実験)で実験装置を作ります。
小型モータとビーカーを用意して、低コストな実験装置です。
そして、品質工学(パラメータ設計)で直交表実験を行います。
↓
幸いなことに、利得の再現性は良好(制御因子間の交互作用は小さい)でした。
↓
つまり「要因効果図の信頼性は高い」ということになる!
↓
得られた要因効果図を参考にして、実物を作ります。
※この場合、モータのサイズが大きくなり、容器のサイズも大きくなりますので、まさしく「スケールアップ」です。
↓
「制御因子間の交互作用は小さい」ので、下流(量産機)での再現性が高く、想定通りの性能を得ることができました!ワーイ!
というストーリーになりますが、もっと詳細に説明します。
----------------------
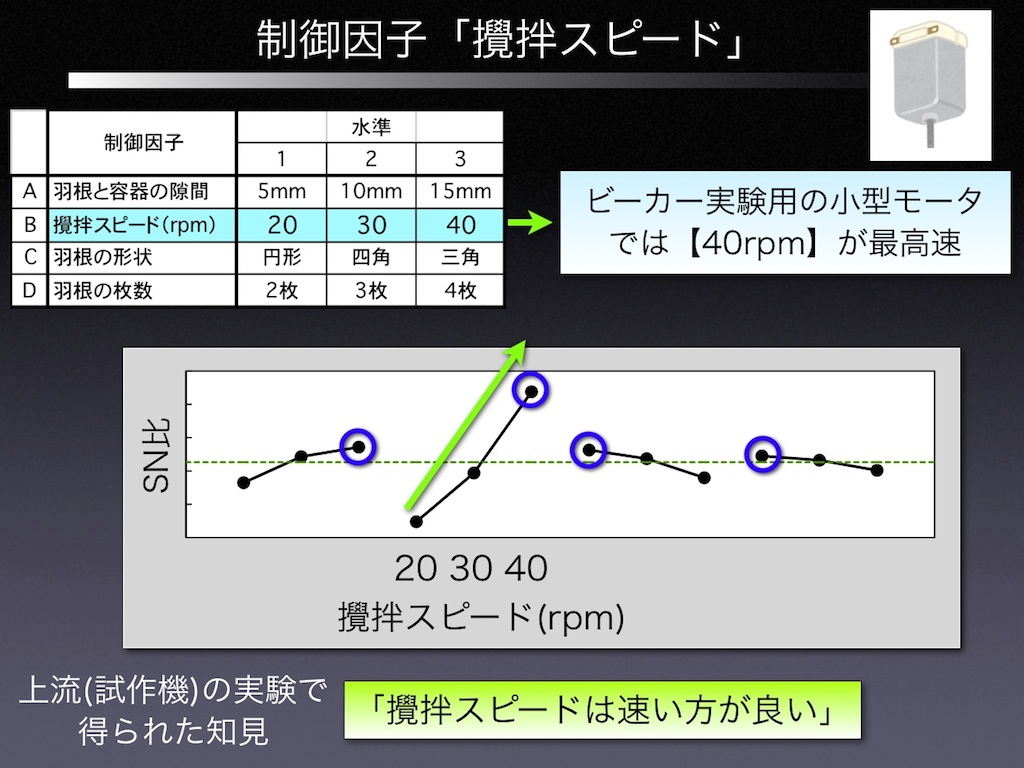
制御因子「攪拌スピード」について述べます。
L9直交表に「攪拌スピード」を割り付けました。
その際、「攪拌スピード」の水準値は、【20、30、40rpm】と設定しました。
制御因子の水準の振り幅は、なるべく広く振るのがセオリーです。
なぜなら、振り幅を狭くすればする程、「影響が小さい」という結果になってしまうからです。
これでは実験する意味がありません。
ということで、振り幅をなるべく広く振ることになりますが、小型モータはトルクが弱いので【40rpm】がmaxです。
ということで、【20、30、40rpm】と設定しました。
L9直交表実験の結果、得られた要因効果図を見ると、
「攪拌スピードは、速い方が良い」
という知見が得られました。
※なお、利得の再現性は良好(つまり、制御因子間の交互作用は小さい)でした。
----------------------
次にスケールアップした量産機を作ります。
品質工学のメリットは、「上流(試作機)で実験後に、いきなり量産機を作ってOK!」ですから、実物を作ります。
ここで、先ほど得られた知見「攪拌スピードは、速い方が良い」が役に立ちます。
量産機は、強力なモータを装備しているので、攪拌スピードをかなり速くすることが可能です。
そこで、「攪拌スピードは、速い方が良い」という知見を元に、量産機で実現できる最高速【70rpm】に設定するのです。
なぜ【70rpm】でいいの?
それには、先ほど説明した「制御因子間の交互作用」が関係してきます。
次にそのことを詳しく説明します。
----------------------
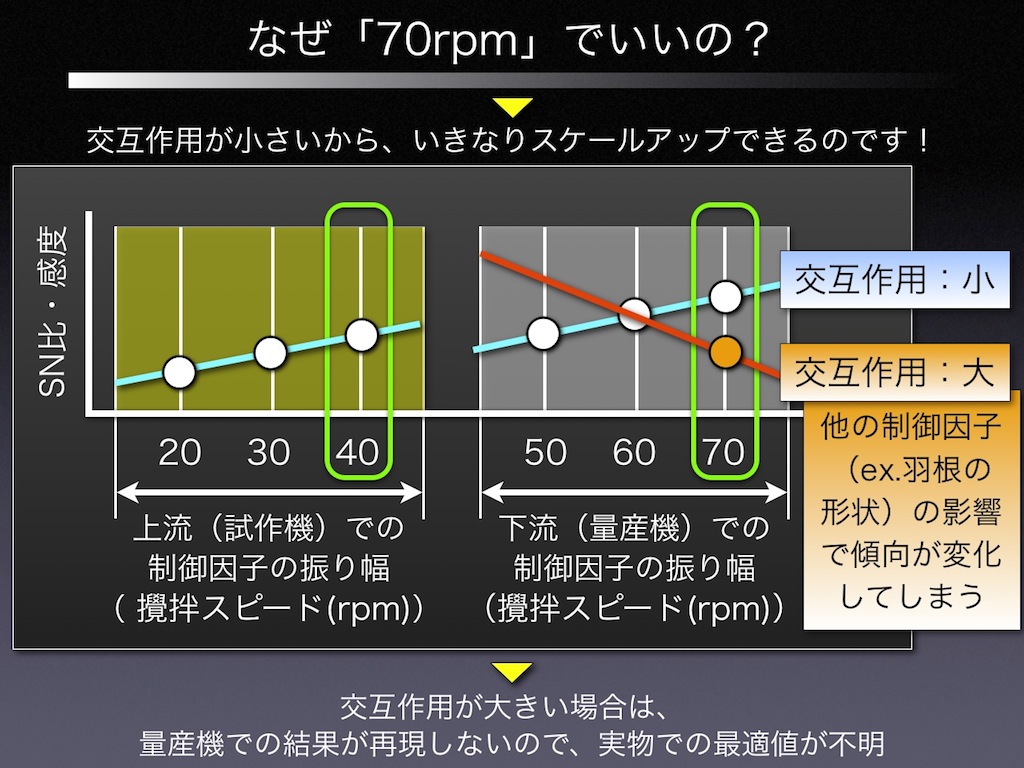
なぜ【70rpm】でいいの?
上流(試作機)での開発において、制御因子間の交互作用が大きくなった場合、スケールアップした下流(量産機)での攪拌スピードの傾向は、どうなるか不明です。
例えば、攪拌羽根の形状など、その他の制御因子のスケールアップの影響により、傾向が変わってしまうからです。
しかし、制御因子間の交互作用が小さくなったい場合は、スケールアップした下流(量産機)での攪拌スピードの傾向は、上流(試作機)での傾向と同じになりますので、右肩上がりの傾向が保証され、「【70rpm】が一番良い」ということになるのです。
----------------------
ということで、
量産機でも試作機(ビーカー実験)と同じ結果が得られたので、開発は大成功でした。
さすが品質工学!
めでたし。めでたし。
----------------------
まとめます。
品質工学では、
+++++++++++++++++++++++++++
実験が容易な上流(試作機)で実験して
制御因子間の交互作用が小さければ
下流(量産機)で再現性を確保できる
+++++++++++++++++++++++++++
↓
下流(量産機)で実験しなくても、いいものができた!
これは架空のストーリーでした。
でも、リアルなストーリーにおいて、本当にこうなるのでしょうか?
次に、数値シミュレーション可能な大砲(火縄銃)の事例で検討してみることにします。
----------------------
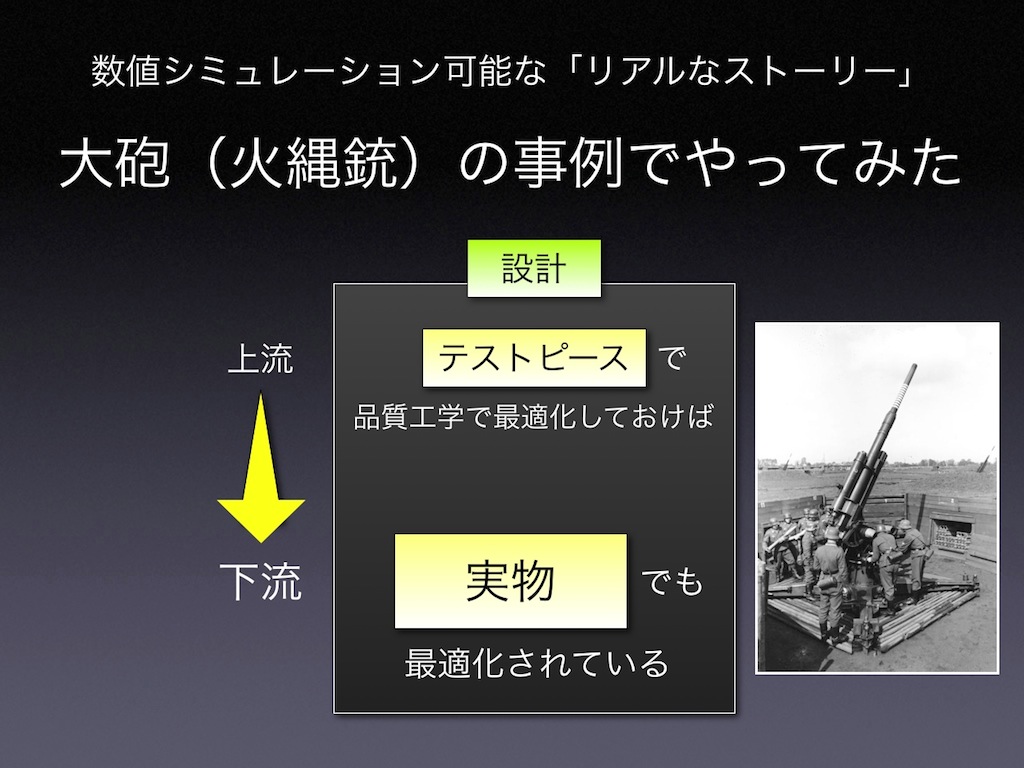
数値シミュレーション可能な「リアルなストーリー」
大砲(火縄銃)の事例で検討してみた。
これは設計の事例です。
----------------------
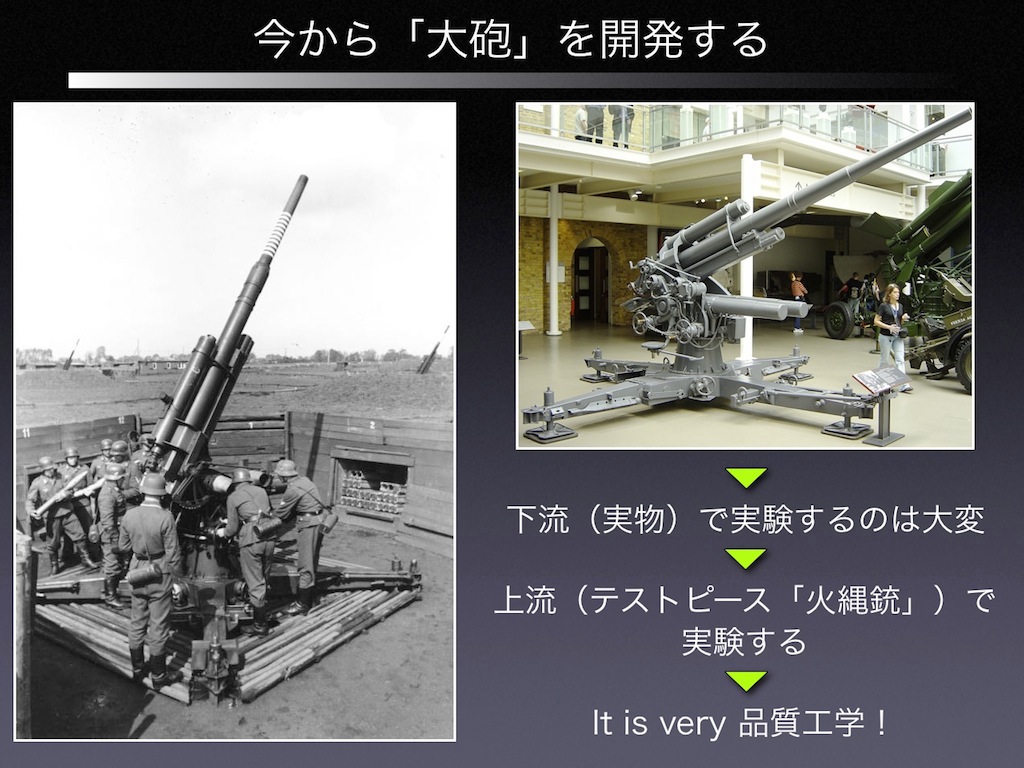
今から「大砲」を開発します。
いきなり下流(実物)で大砲を作って開発するのは大変です。
↓
そこで、上流(テストピース:火縄銃)で実験します。
↓
これはまさしく品質工学です。
----------------------
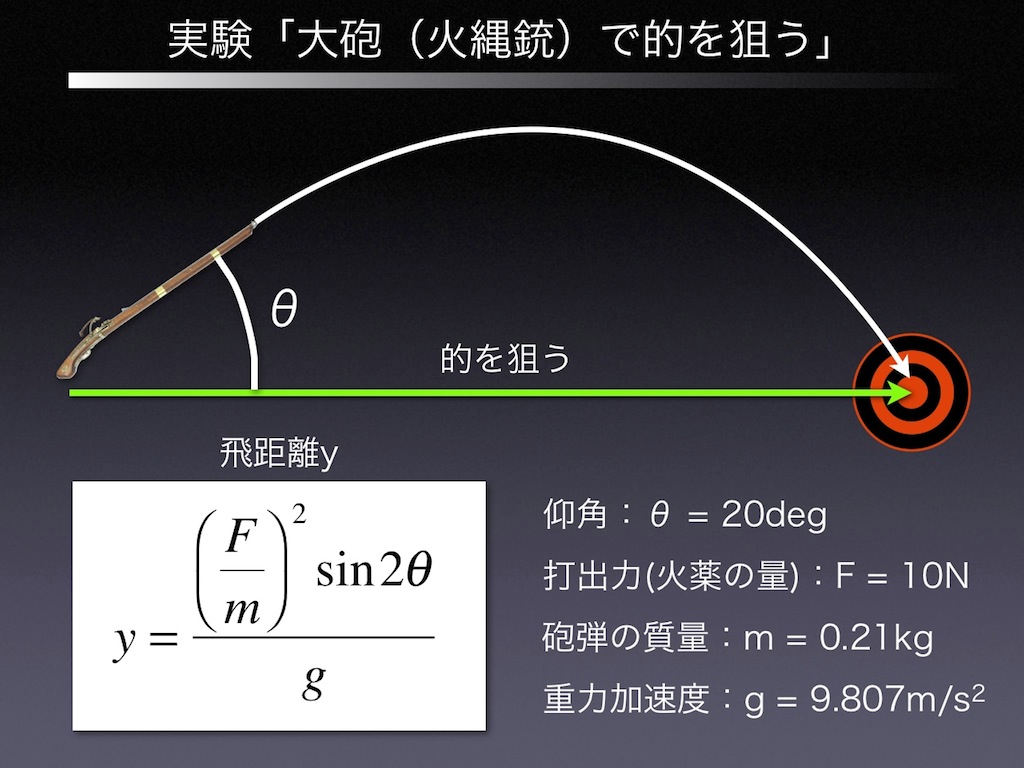
火縄銃で的を狙います。
飛距離は、ご覧のような数式で得ることができますので、数値シミュレーションが可能です。
※品質工学で昔から紹介されている事例です。
----------------------
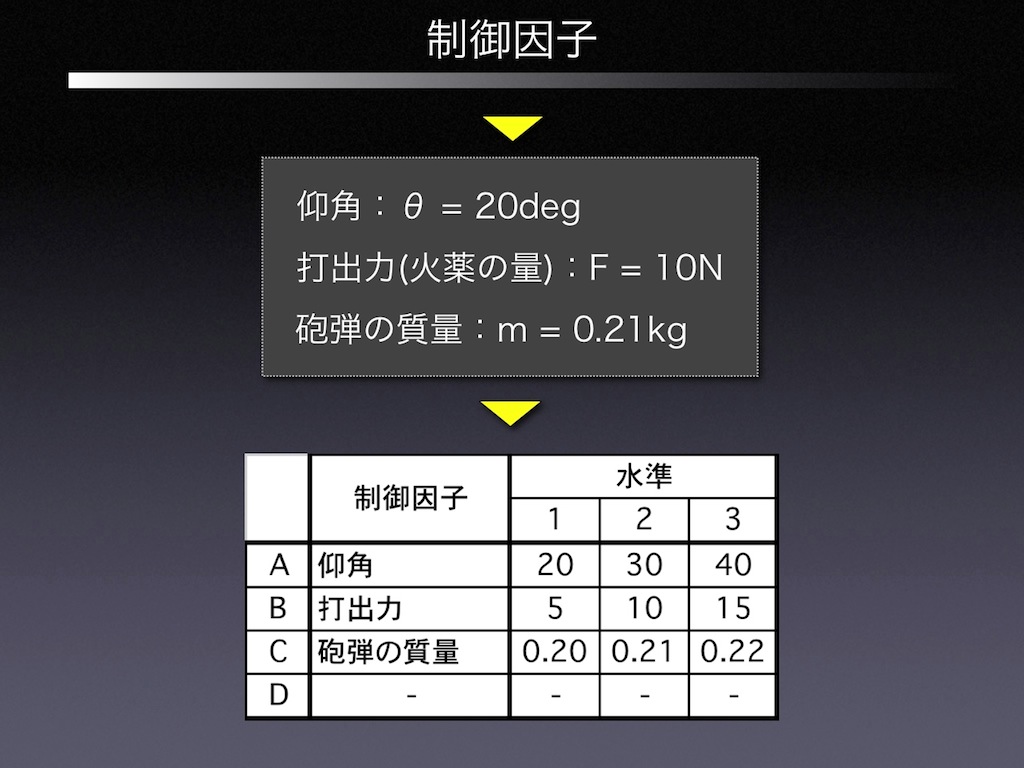
火縄銃の制御因子は、この3つです。
----------------------
仰角:θ=20deg
打出力(火薬の量):F=10N
砲弾の質量:m:0.21kg
----------------------
これらをL9直交表に割り付けます。
----------------------
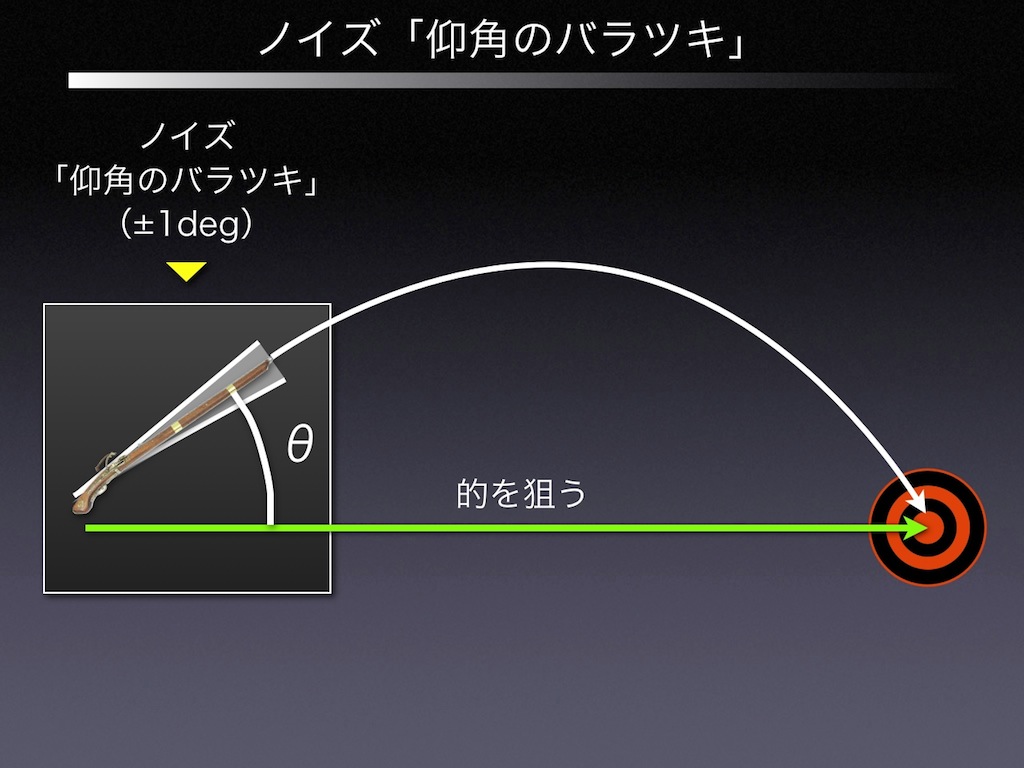
ノイズ(誤差因子)は、「仰角のバラツキ(±1deg)」とします。
----------------------
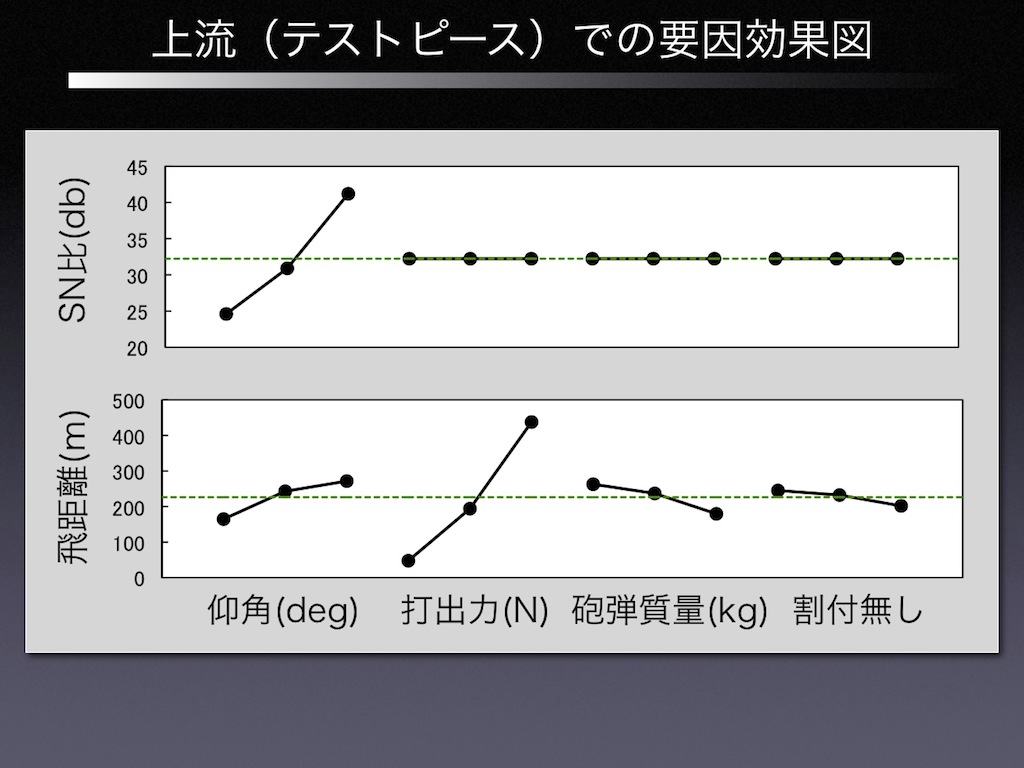
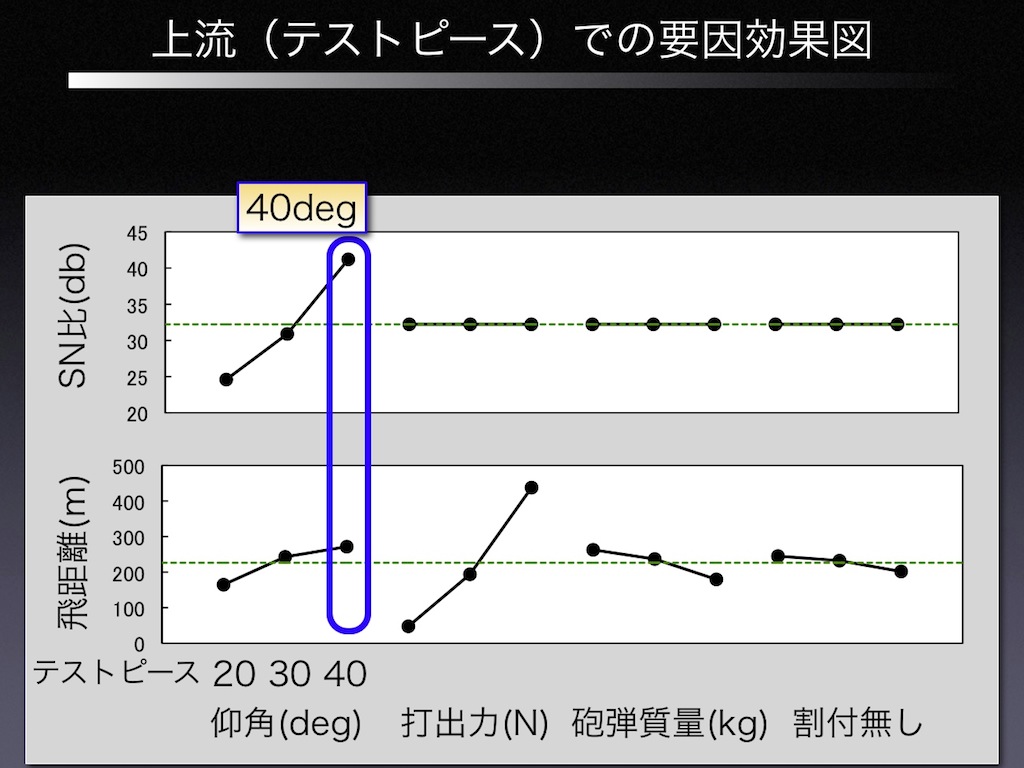
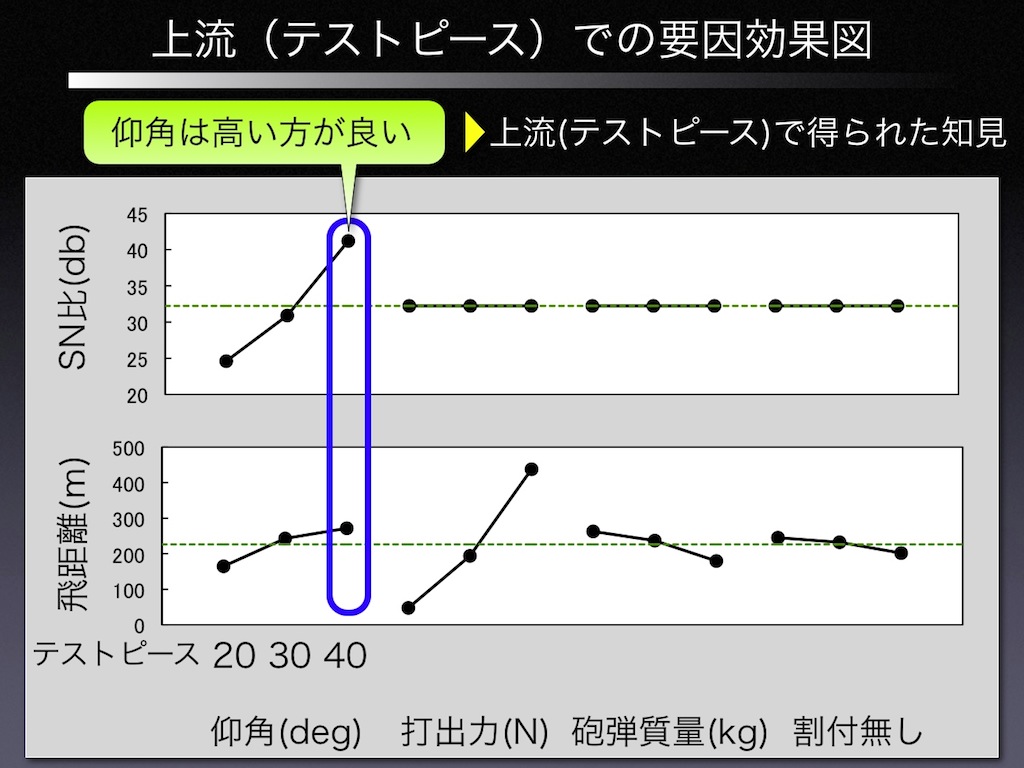
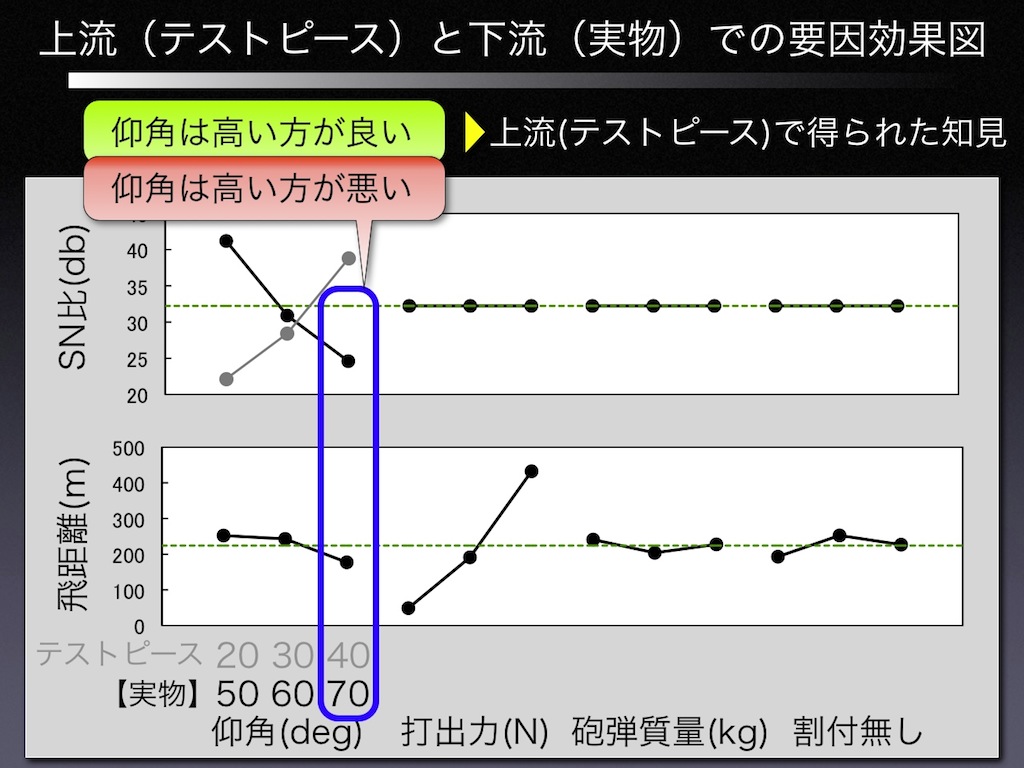
上流(テストピース:火縄銃)でL9直交表実験して得られた要因効果図です。
SN比を見てみると、仰角(右肩上がりの傾向)のみ効いています。
出力平均(飛距離)を見てみると、打出力が一番効いています。
----------------------
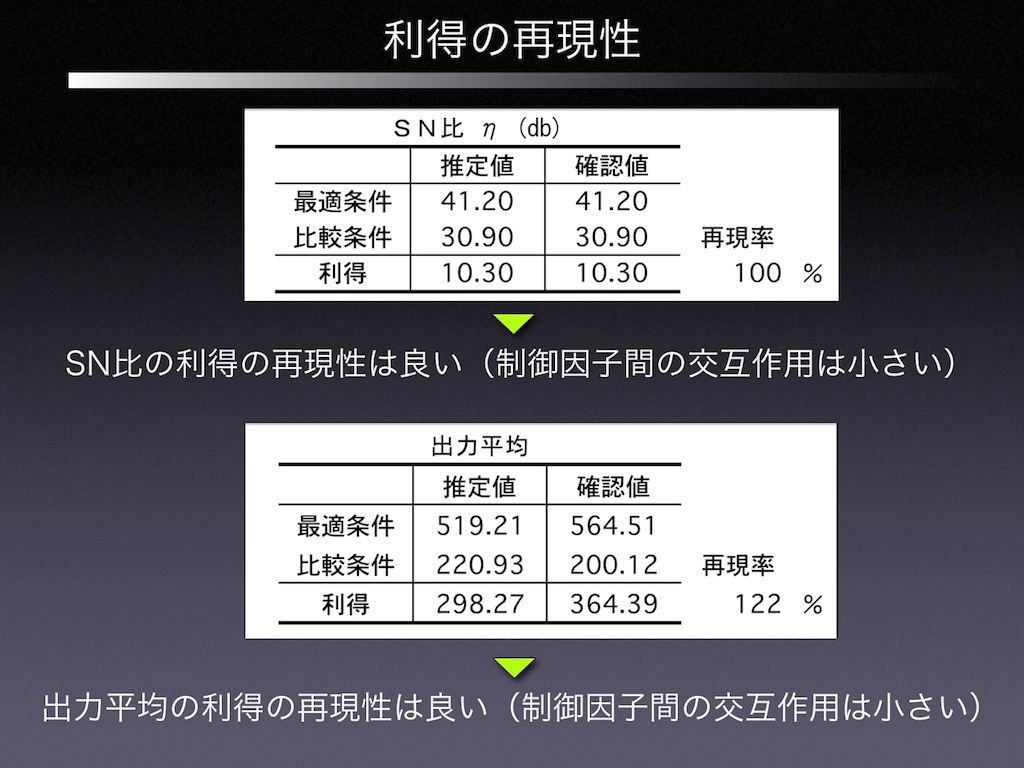
確認実験をしてみました。
利得の再現性は、SN比と出力平均(飛距離)共に良好でした。
つまり、両者とも「制御因子間の交互作用は小さい」ので、得られた要因効果図の信頼性は高いことになります。
これが上流(テストピース:火縄銃)で得られた知見です。
----------------------
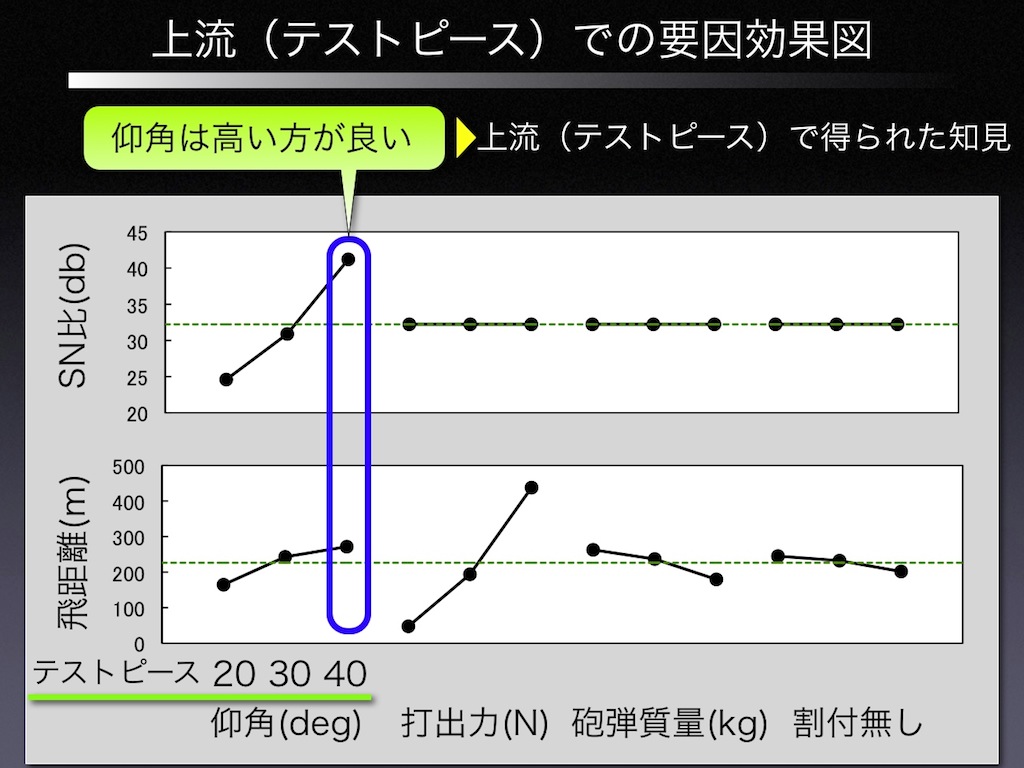
上流(テストピース:火縄銃)で得られた要因効果図から、
「仰角は高い方が良い」
という知見が得られました。
なお、この際の制御因子「仰角」の水準値の振り幅は、【20、30、40deg】でした。
----------------------
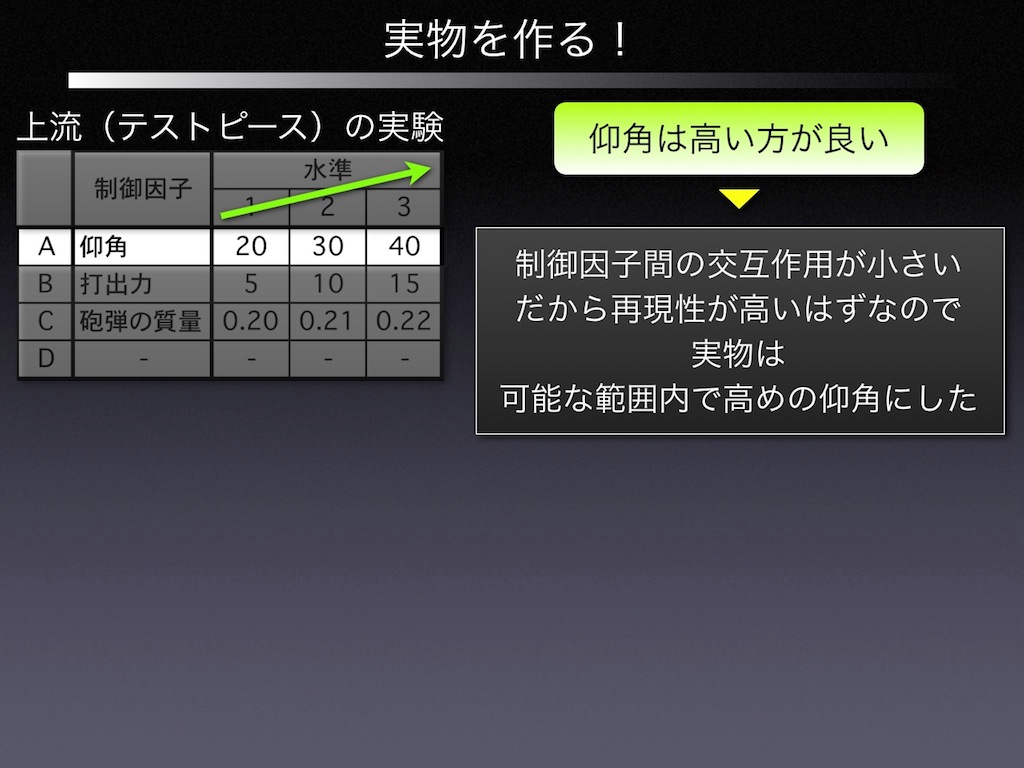
上流(テストピース:火縄銃)で得られた知見(要因効果図)を元に、実物(大砲)を作りましょう。
「仰角は高い方が良い」
という知見が得られましたので、実物(大砲)の仰角は、可能な範囲内で高めの仰角に設定するのがベストです。
----------------------
上流(テストピース:火縄銃)での制御因子「仰角」の水準値の振り幅は、【20、30、40deg】でした。
そして、【40deg】が最適値でした。
----------------------
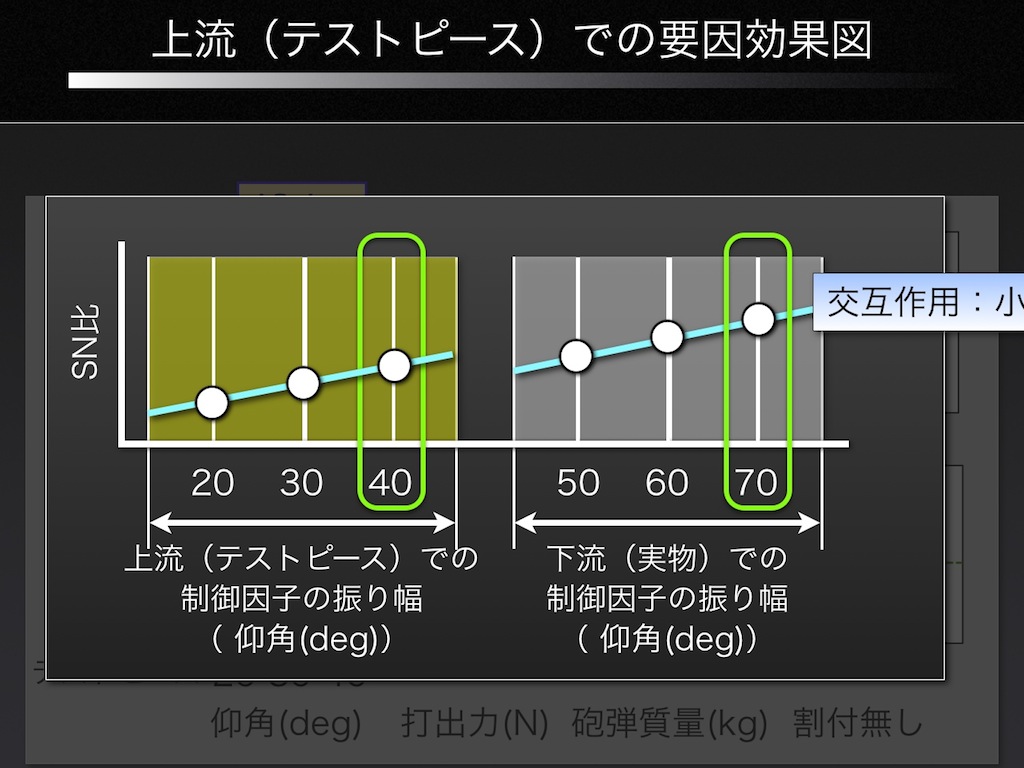
制御因子間の交互作用が小さかったので、
下流(実物:大砲)では、制御因子をスケールアップすることが可能です。
よって、実物(大砲)での振り幅を【50、60、70deg】とした場合、【70deg】が最適値になるはずです。
----------------------
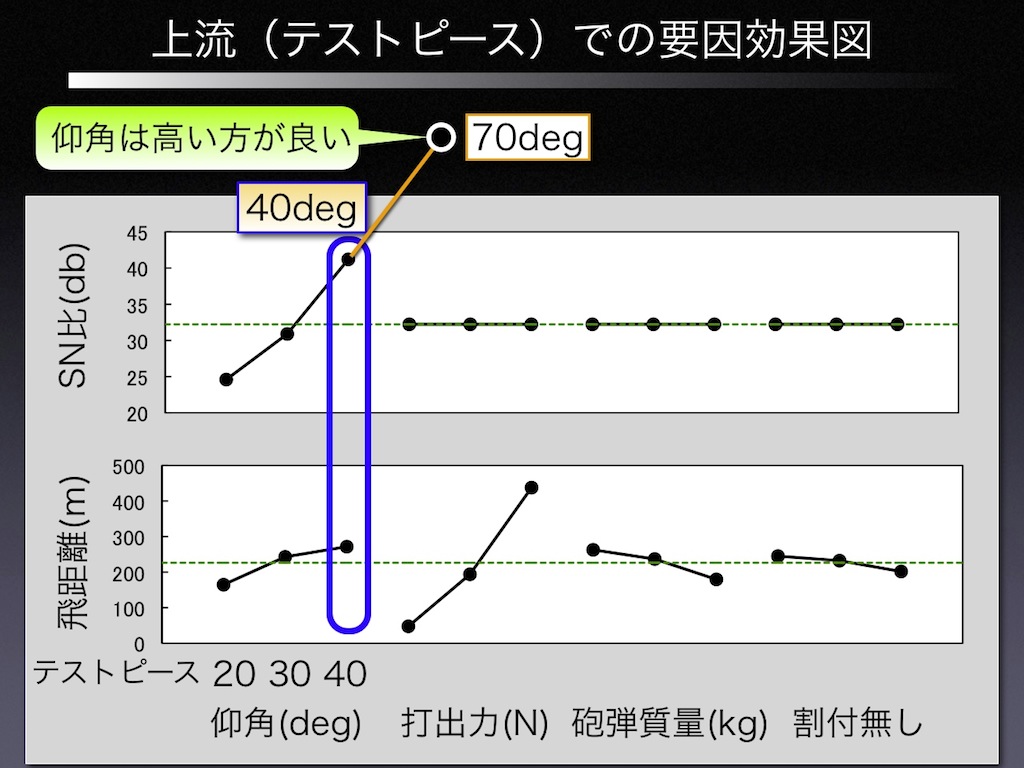
つまり、制御因子「仰角」は、こんな風な傾向になるはずです。
----------------------
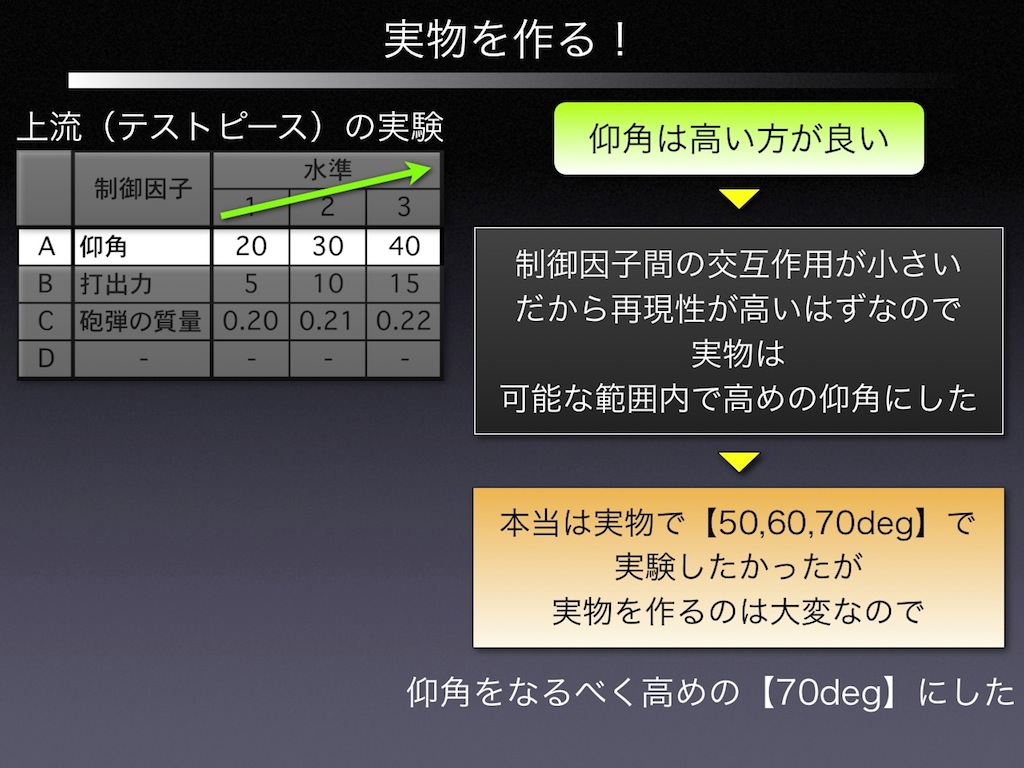
実物(大砲)において、実物(大砲)での振り幅を【50、60、70deg】と振って実験すれば100%自信を持った開発が可能ですが、それが大変(非効率)だから、品質工学を使って開発したのです。
よって、品質工学の開発では、実物(大砲)で実験せずに、いきなり【70deg】で大砲を作っても大丈夫なのです。
では、最適値【70deg】で大砲を発射してみましょう!
----------------------
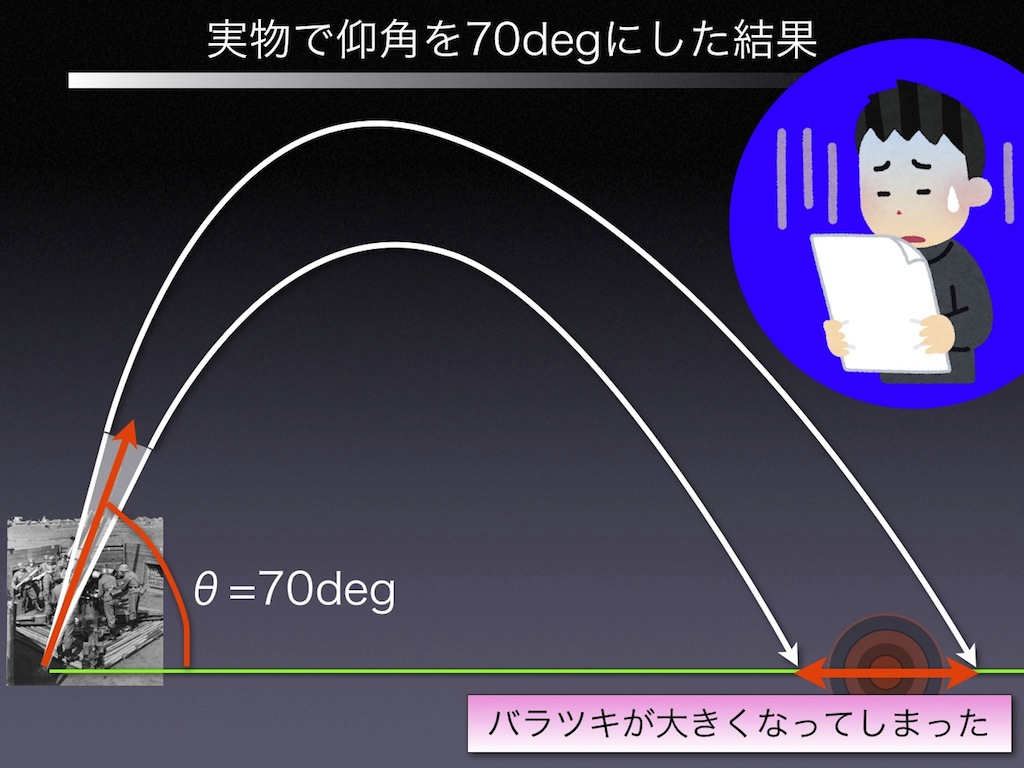
最適値【70deg】で大砲を発射してみました。
すると、
『なんということでしょう』
大砲から打ち出された砲弾の飛距離は、バラツキが大きくなってしまったのです。
orz
----------------------
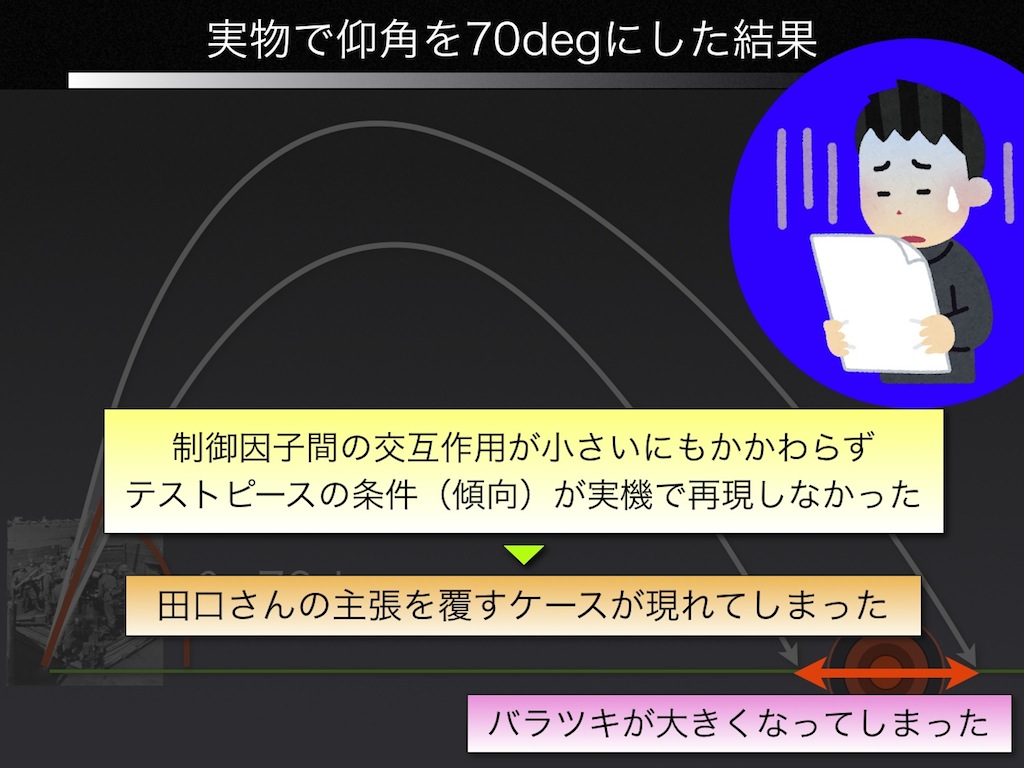
制御因子間の交互作用が小さいにもかかわらず、テストピース(火縄銃)の条件(傾向)が、実機(大砲)で再現しなかったのです。
これは田口さんの主張を覆すケースです。
結果をありのまま受け入れ、更に検討を続けましょう。
----------------------
上流(テストピース:火縄銃)での要因効果図です。
「仰角は高い方が良い」という知見が得られました。
----------------------
下流(実物:大砲)での要因効果図です。
実は、下流(実物:大砲)で本格的なL9直交表実験をすると、こんな要因効果図を得ることができるのです。
ご覧のように、
制御因子「仰角」は、水準値が【50、60、70deg】と高くなるに従って、SN比は悪化してしまうのです。
----------------------
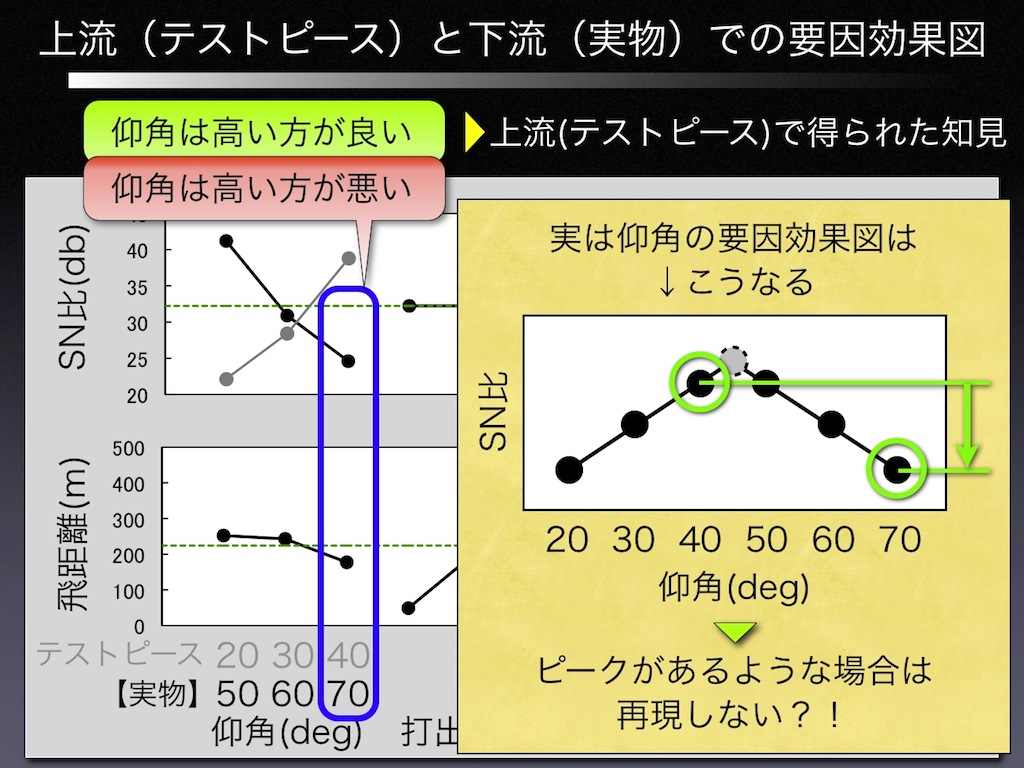
実は、仰角を多水準で変化させると、SN比はこのような山型になります。
※仰角=45degでバラツキが最小になり、それをピークに悪化していきます。
ここで、品質工学に詳しい人なら、ひとつの疑念が浮かぶかと思います。
『要因効果図の傾向が、山型になるような場合は、制御因子間の交互作用が大きいのでは?』
----------------------
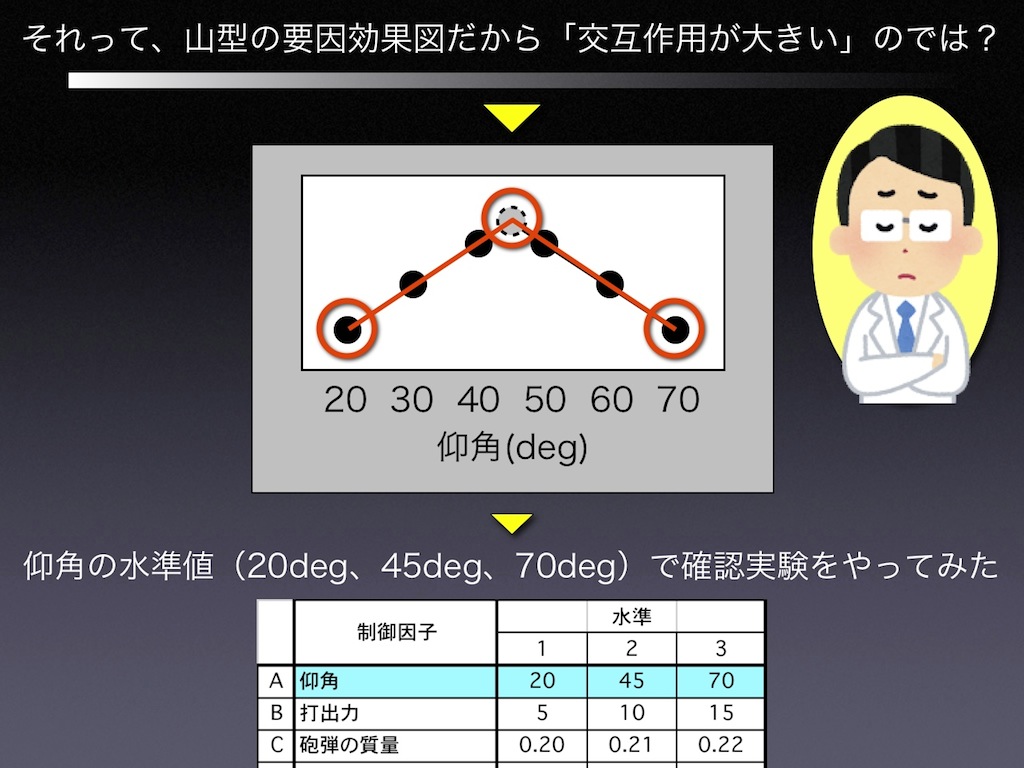
『要因効果図の傾向が、山型になるような場合は、制御因子間の交互作用が大きいのでは?』
ということで、L9直交表に仰角の水準値を【20、45、70deg】と割り付け、シミュレーション実験をしてみました。
----------------------
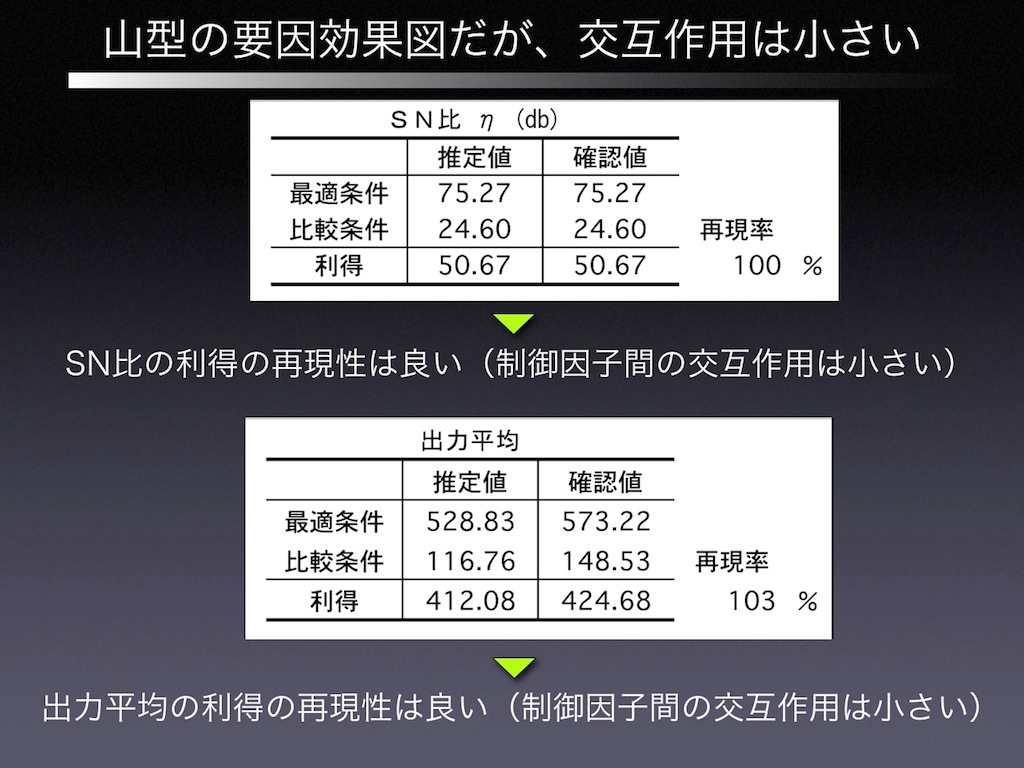
確認実験した結果、ご覧のように利得の再現性は良好です。
つまり、制御因子間の交互作用は小さいままなのです。
----------------------
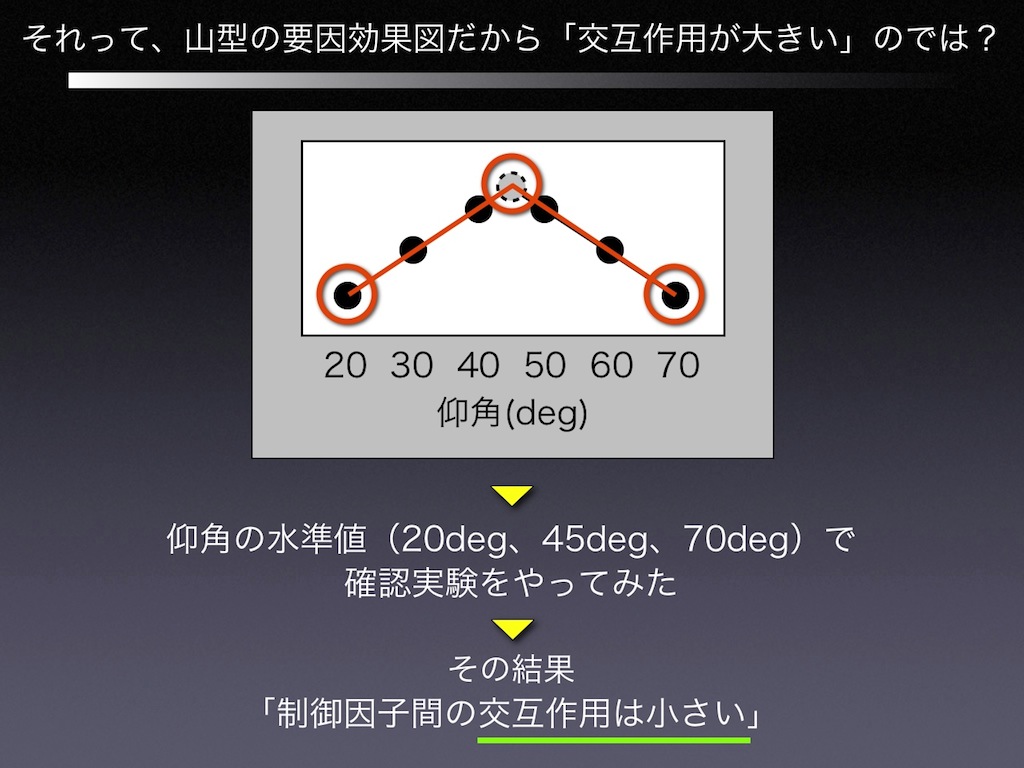
ということで、要因効果図の傾向が山型にはなりますが、制御因子間の交互作用は小さかったです。
----------------------
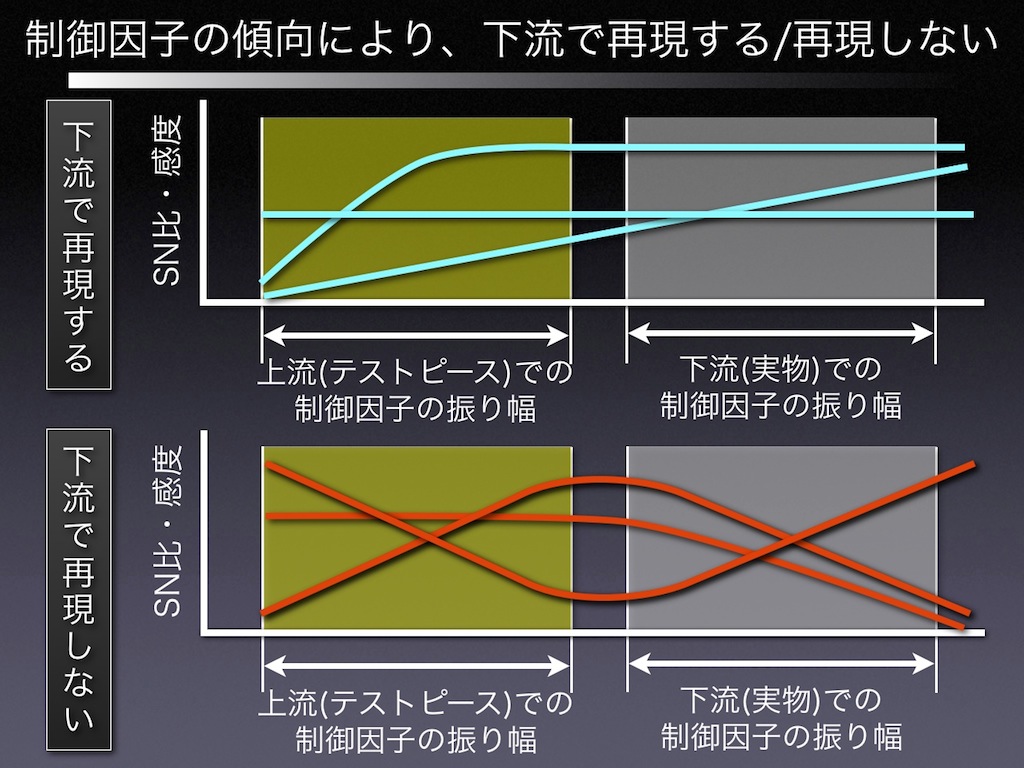
制御因子間の交互作用が小さいにもかかわらず、なぜスケールアップした際の要因効果図の傾向が異なってしまったのでしょうか?
理由は、「そういう特性を持っているから」としか答えようがありません。
つまり、「制御因子間の交互作用の大小」とは無関係に、スケールアップした際の要因効果図の傾向は変わってしまう可能性があるのです。
ご覧のように、
(上側のグラフ):上流での最適値が下流で再現するのは、このような特性を持っている場合です。
(下側のグラフ):上流での最適値が下流で再現しないのは、このような特性を持っている場合です。
----------------------
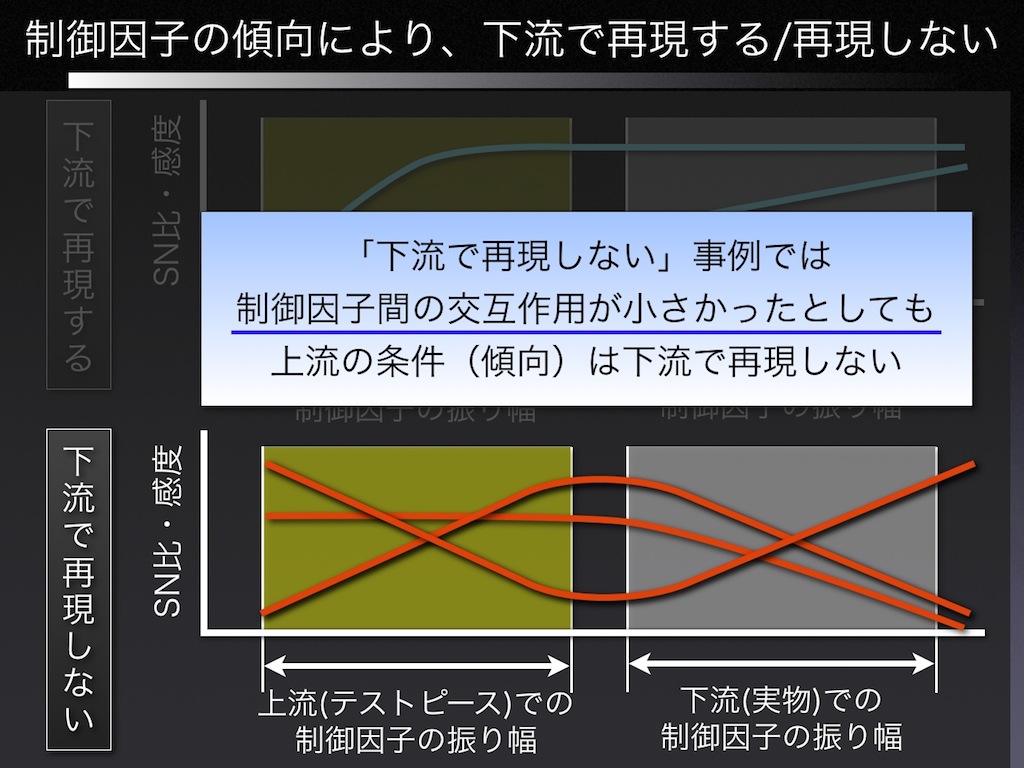
+++++++++++++++++++++++++++
「下流で再現しない」事例では
制御因子間の交互作用が小さかったとしても
上流の条件(傾向)は下流で再現しない
+++++++++++++++++++++++++++
これが今回の検討で判明したことです。
これは明らかに田口さんの主張とは異なります。
----------------------
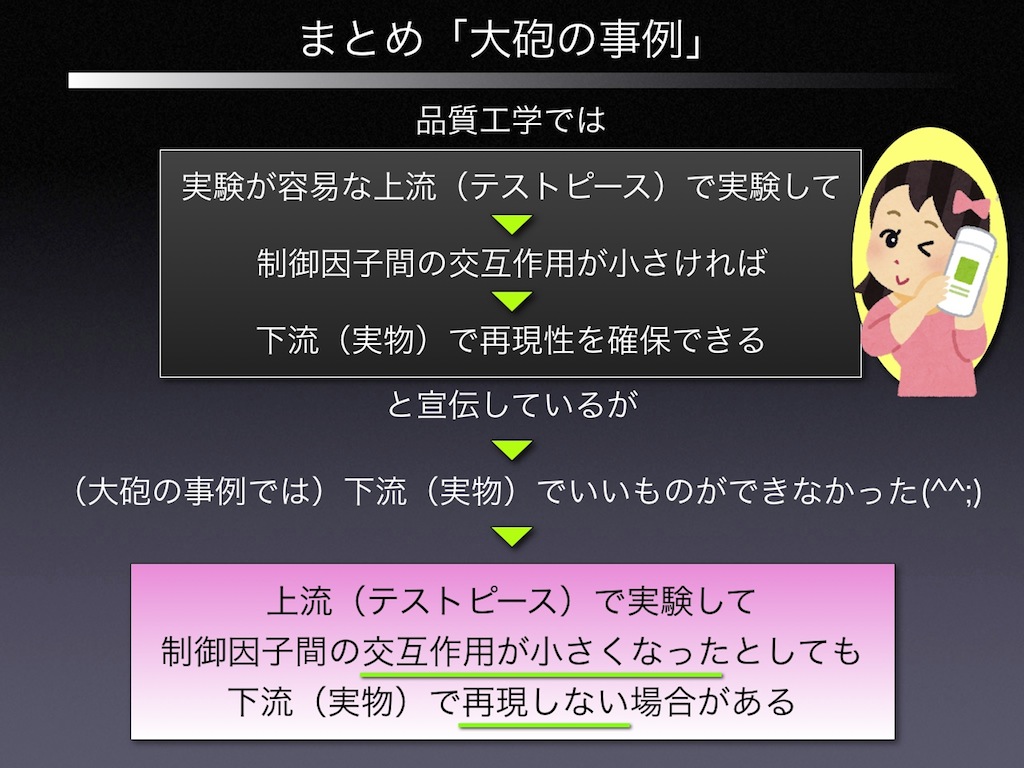
大砲の事例のまとめです。
品質工学では、
+++++++++++++++++++++++++++
実験が容易な上流(テストピース)で実験して
↓
制御因子間の交互作用が小さければ
↓
下流(実物)で再現性を確保できる
+++++++++++++++++++++++++++
と宣伝しているが、
(大砲の事例では)下流(実物)でいいものができなかった。
↓
以上の結果から、
+++++++++++++++++++++++++++
上流(テストピース)で実験して
制御因子間の交互作用が小さくなったとしても
下流(実物)で再現しない場合がある
+++++++++++++++++++++++++++
という結論に達しました。
----------------------
これまでの総まとめをします。
----------------------
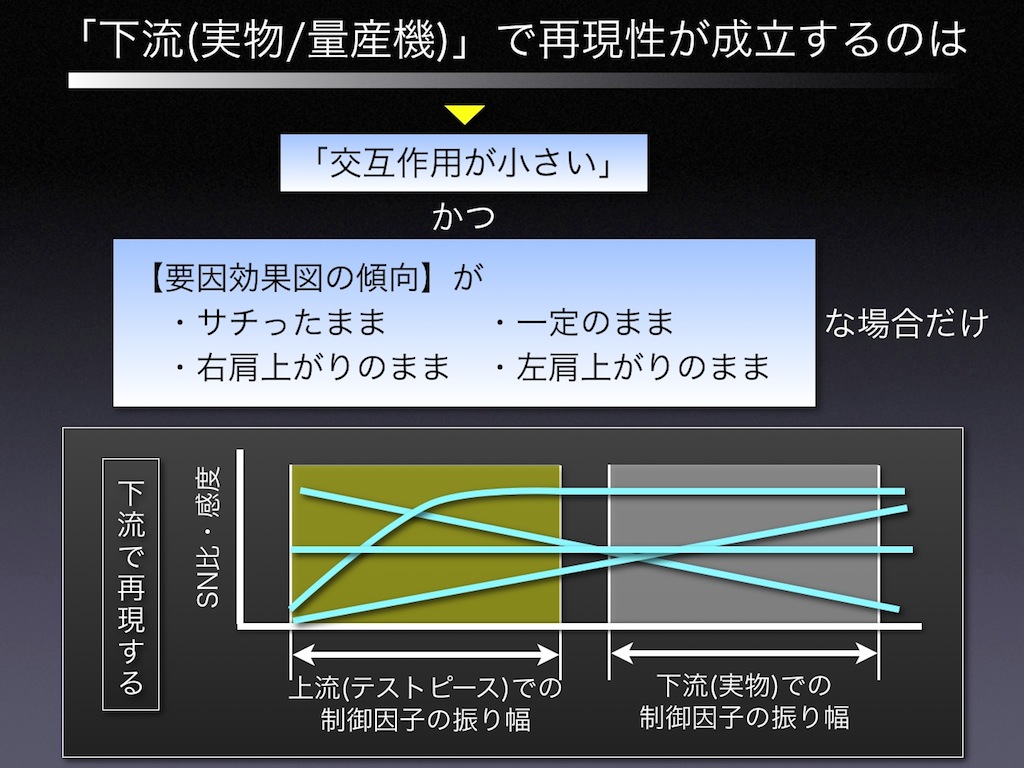
「下流(実物/量産機)」で再現性が成立するのは
↓
【制御因子間の交互作用が小さい】
かつ
【要因効果図の傾向】が以下の4つの場合だけである。
++++++++++++++
・サチったまま
・右肩上がりのまま
・一定のまま
・左肩上がりのまま
++++++++++++++
----------------------
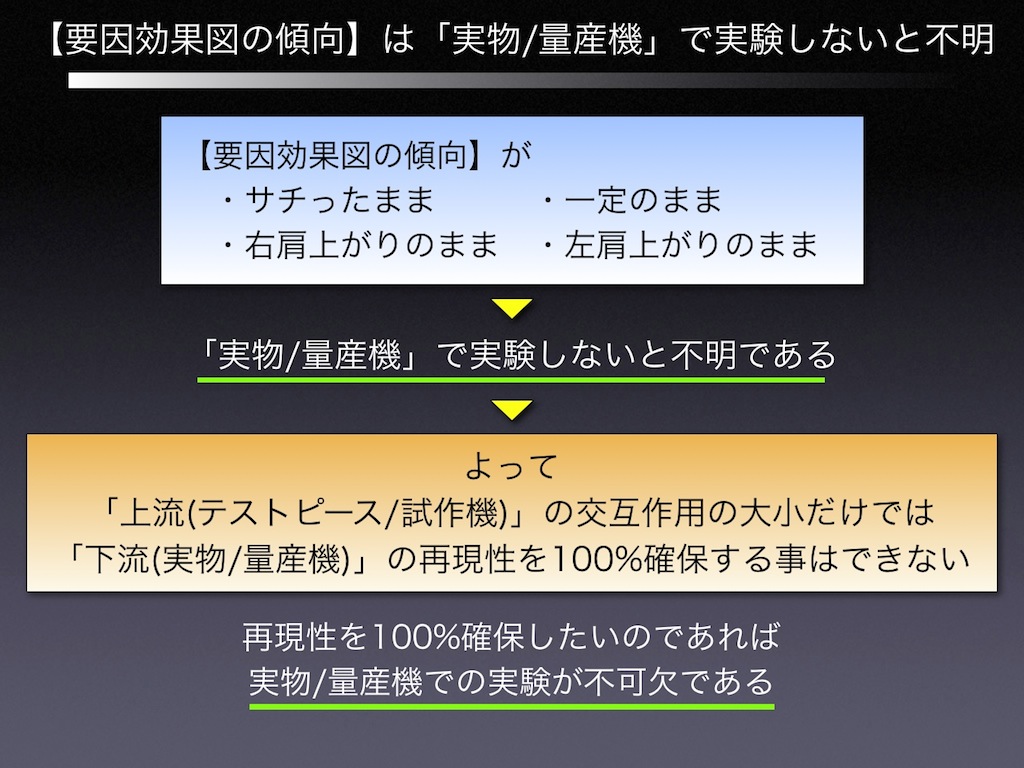
++++++++++++++
・サチったまま
・右肩上がりのまま
・一定のまま
・左肩上がりのまま
++++++++++++++
【要因効果図の傾向】が、↑の4つに該当するか否かは、「下流(実物/量産機)」で実験してみないと不明である。
↓
よって、
「上流(テストピース/試作機)」の交互作用の大小だけでは、
「下流(実物/量産機)」の再現性を100%確保する事はできない。
↓
「下流(実物/量産機)」での再現性を100%確保したいのであれば、「下流(実物/量産機)」での実験が不可欠である。
----------------------
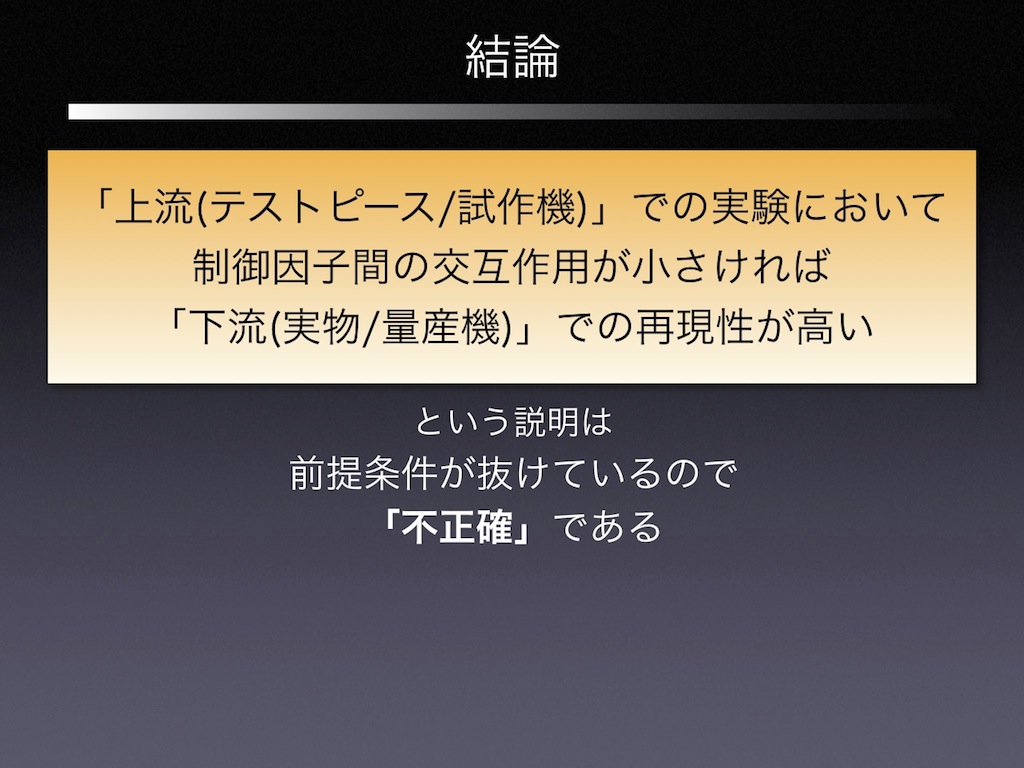
結論
+++++++++++++++++++++++++++
「上流(テストピース/試作機)」での実験において
制御因子間の交互作用が小さければ
「下流(実物/量産機)」での再現性が高い
+++++++++++++++++++++++++++
という説明は、
前提条件(先に説明した4つに該当するか否か)が抜けているので「不正確」である。
----------------------
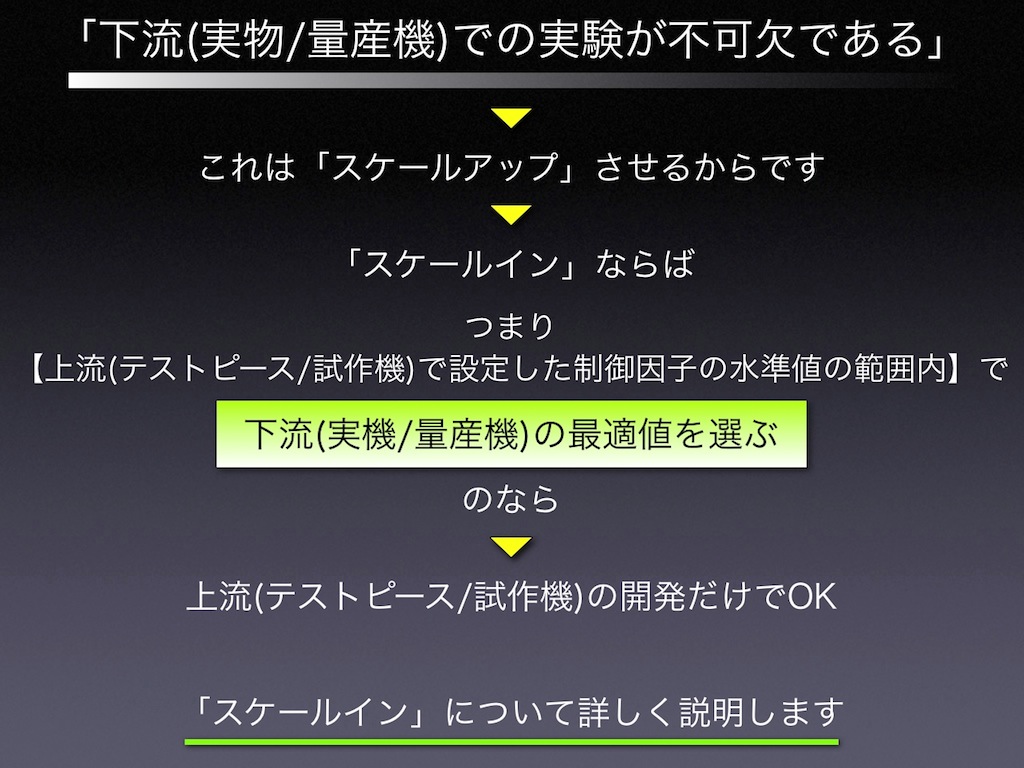
「下流(実物/量産機)での実験が不可欠である」
↓
これは「スケールアップ」させるからです。
↓
「スケールイン」ならば、
つまり、
【上流(テストピース/試作機)で設定した制御因子の水準値の範囲内】で「下流(実機/量産機)の最適値を選ぶ」のなら
↓
上流(テストピース/試作機)の開発だけで大丈夫です。
※次に「スケールアップ」と「スケールイン」について詳しく説明します
----------------------
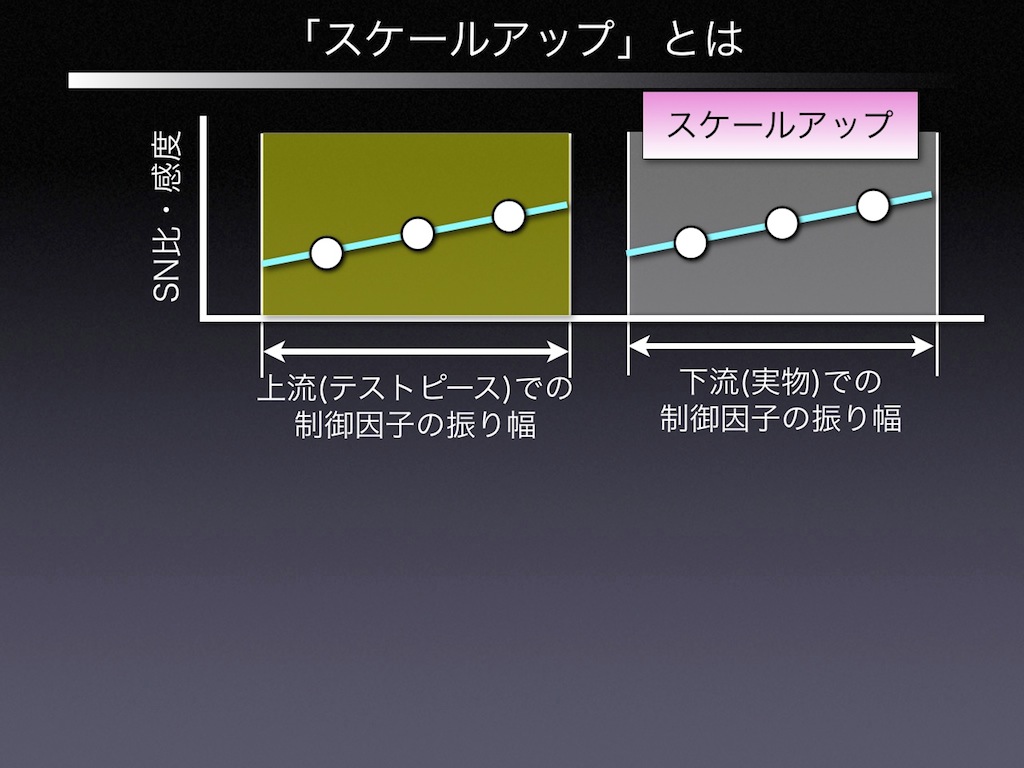
先に紹介したように、「スケールアップ」とは、
「上流(テストピース/試作機)での制御因子の振り幅」と「下流(実物/量産機)での制御因子の振り幅」が一致しない場合のことです。
----------------------
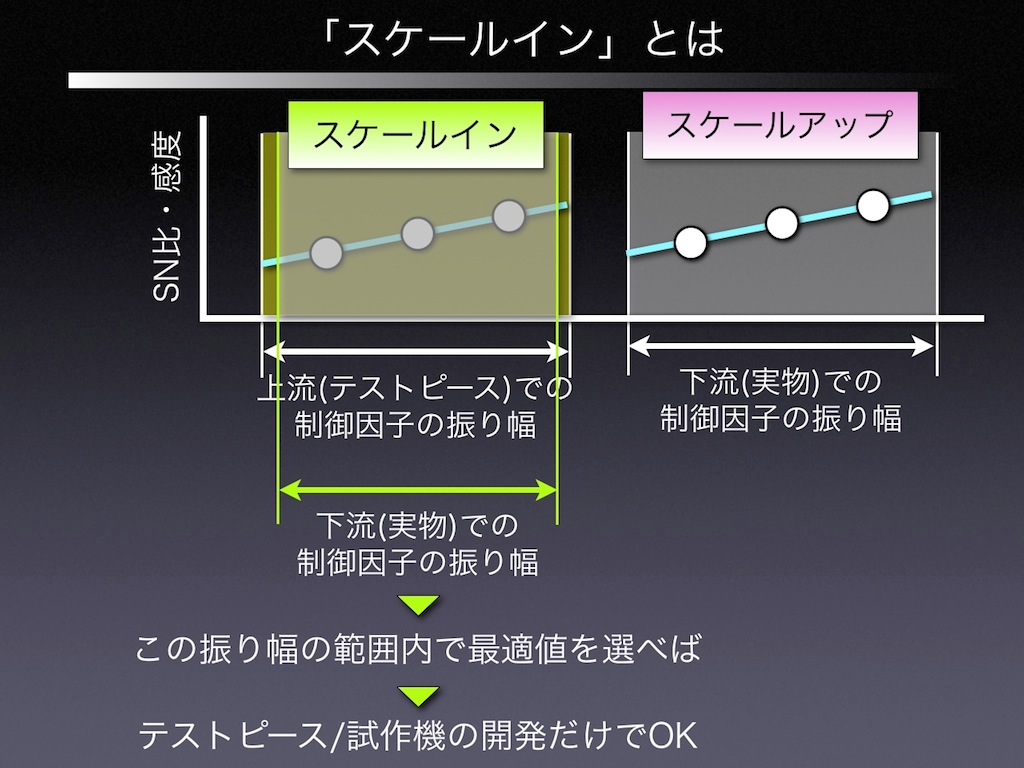
一方、「スケールイン」とは、
「下流(実物/量産機)での制御因子の振り幅」が、「上流(テストピース/試作機)での制御因子の振り幅」に内包される場合のことです。
内包されているので、「下流(実物/量産機)」の要因効果図の傾向は、「上流(テストピース/試作機)」のそれと一致します。
よって、「上流(テストピース/試作機)」で選んだ最適値のそのまま流用可能となりますので、「下流(実物/量産機)」での実験は不要となります。
----------------------
ということで、まとめてみます。
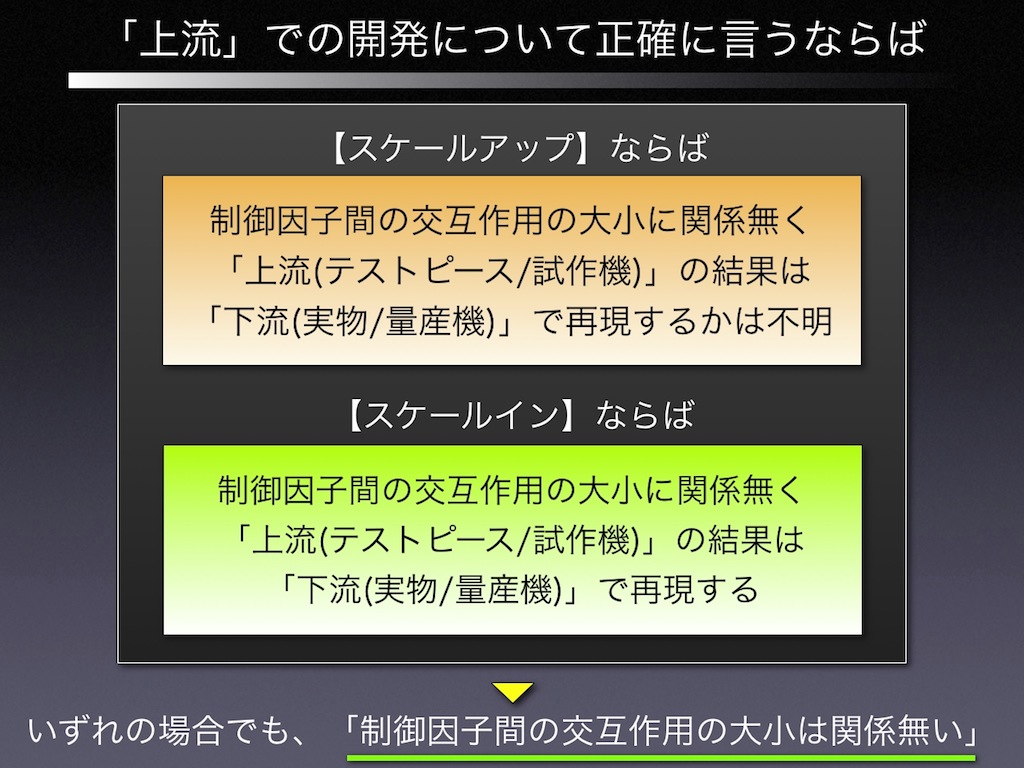
「上流」での開発について正確に言うならば、
【スケールアップ】ならば
+++++++++++++++++++++++++++
制御因子間の交互作用の大小に関係無く
「上流(テストピース/試作機)」の結果は
「下流(実物/量産機)」で再現するかは不明
+++++++++++++++++++++++++++
【スケールイン】ならば
+++++++++++++++++++++++++++
制御因子間の交互作用の大小に関係無く
「上流(テストピース/試作機)」の結果は
「下流(実物/量産機)」で再現する
+++++++++++++++++++++++++++
いずれの場合でも、「制御因子間の交互作用の大小は関係無い」というのが結論です。
----------------------
最後に、
私達(品質工学を普及したい人達)には、
+++++++++++++++++++++++++++
『品質工学を活用して「上流」で開発すれば「下流」での再現性を確保できる』
という大前提を絶対に崩してはいけない(崩したくない)
+++++++++++++++++++++++++++
というバイアスが掛かっているのかもしれません。
↓
その大前提の不正確さが、品質工学の普及を妨げています。
(※不正確なことは、みんなに納得してもらえないからです)
↓
不正確なことを言うのではなく、
『(再現性を100%確保したいのであれば)スケールインで「下流」の最適値を選ぶ必要がある』
と正確に説明すればいいのではないでしょうか?
正確に説明すれば、品質工学を活用してくれる人がもっと増えるのではないでしょうか。
----------------------
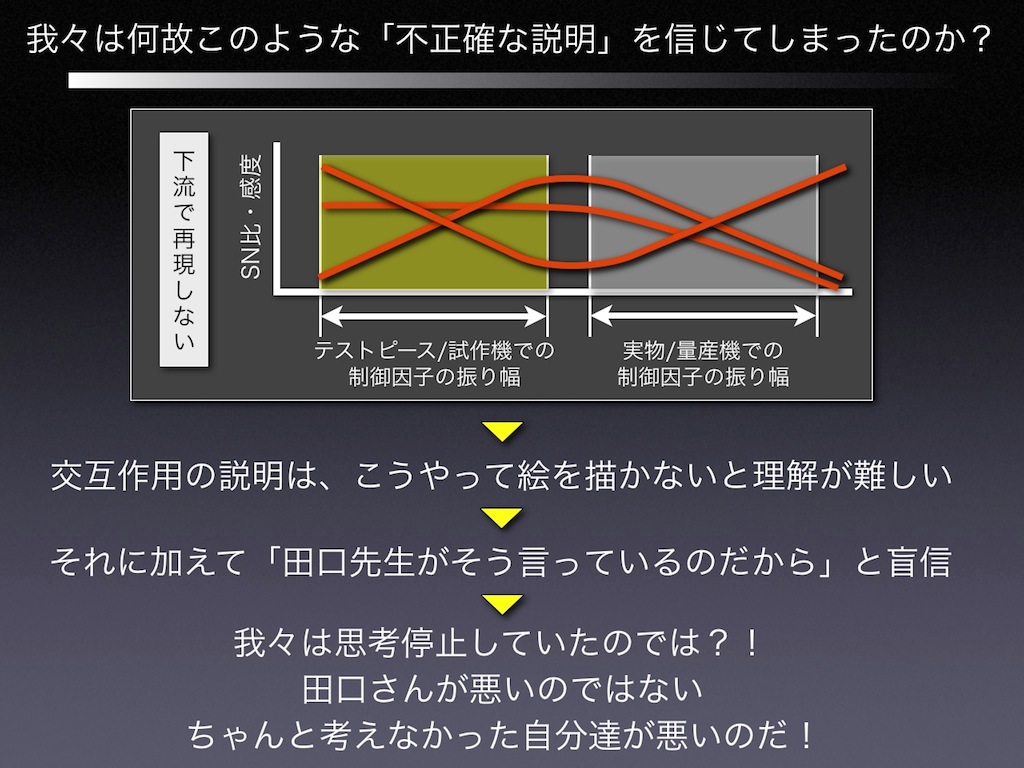
我々はなぜ、このような「(制御因子間の交互作用の大小を根拠にした)不正確な説明」を信じてしまったのでしょうか。
交互作用の説明は、このような絵を描かないと理解が難しいです。
それに加えて「田口先生がそう言っているのだから」と盲信してしまい、我々は思考停止していたのではないでしょうか。
田口さんが悪いのではない。
ちゃんと思考しなかった自分達が悪いのです。
----------------------
※反論や異論は、ぜひご自身のホームページやブログ等でご主張下さい。
2021-04-19 13:11

