【No.6 プレス打抜きの基本機能】 [シリーズ「プレス打抜き加工条件の最適化」]
今回の研究では、出力を【打抜きエネルギー】に設定し、評価を行いました。
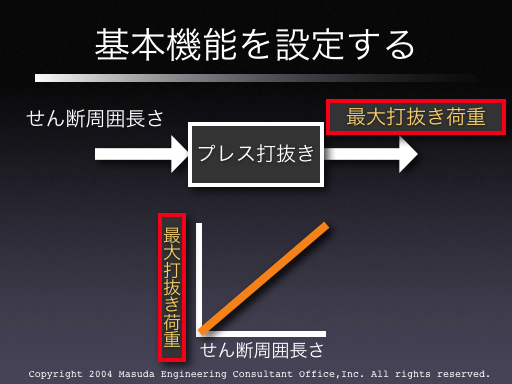
第3章では、出力を【最大打抜き荷重】に変更し、評価を行ったらどうなるかを検討します。
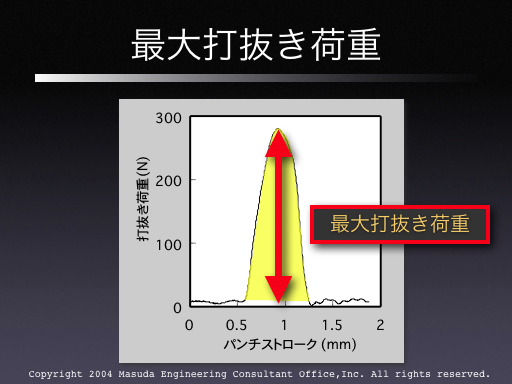
【最大打抜き荷重】とは、図に示すように、打抜き荷重が最大となる荷重値のことです。
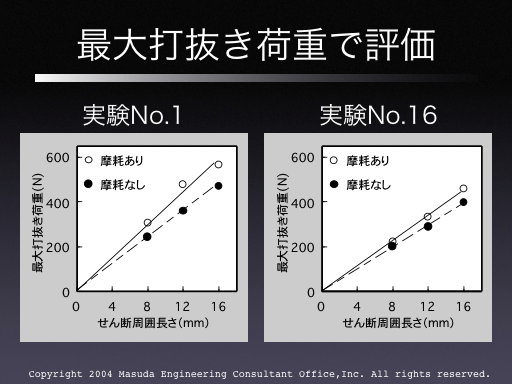
この【最大打抜き荷重】を出力として設定し、L18直交表実験の結果をグラフにプロットしてみます。
実験No.1とNo.16の結果を示します。
ノイズ(摩耗)による影響が、ばらつきとして出現しています。
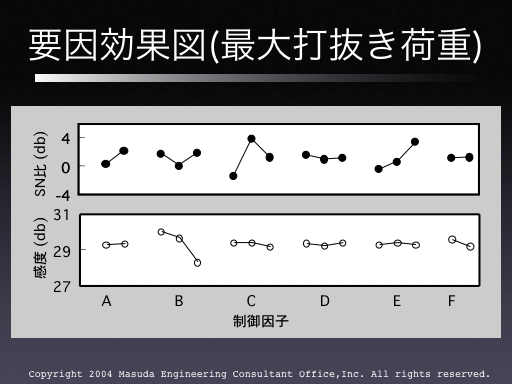
L18直交表実験の結果から得られた108個のデータより、18個のSN比と感度を算出し、それを解析して要因効果図を作成しました。
次(↓)のシート(【打抜きエネルギー】で評価した要因効果図)と比較すると、要因効果の傾向が異なることがわかります。
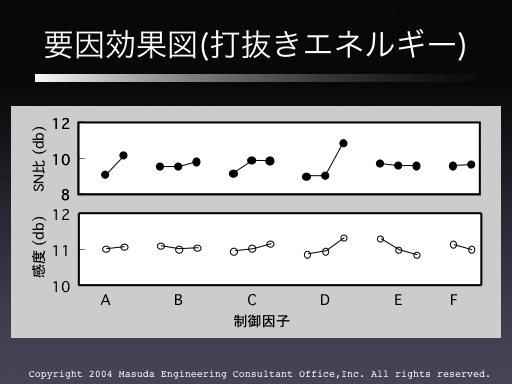
【打抜きエネルギー】で評価した場合の要因効果図です。
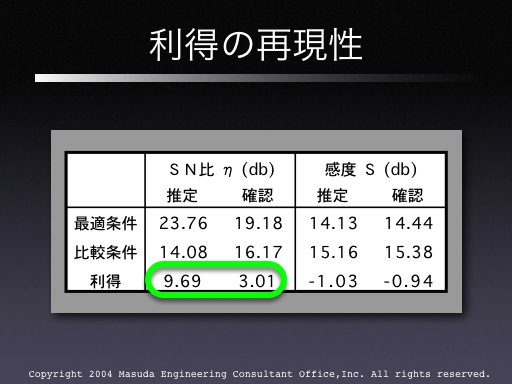
【最大打抜き荷重】で評価した時の「利得の再現性」は、
----------------------
SN比の推定値「9.69db」に対して
SN比の確認値「3.02db」
----------------------
という結果になりました。
つまり、「利得の再現性は悪い」ということになります。
第3章をまとめてみます。
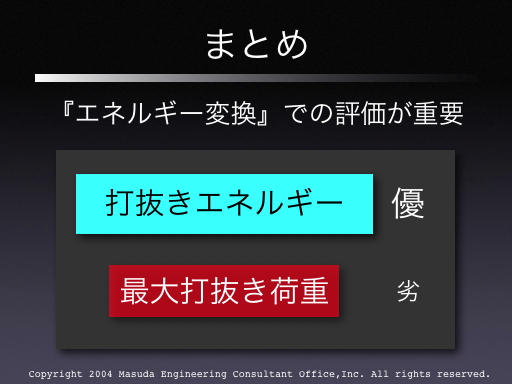
出力を【打抜きエネルギー】で評価すると、「利得の再現性は良好」でした。
一方、
出力を【最大打抜き荷重】で評価すると、「利得の再現性は悪い」でした。
つまり、「エネルギー変換」の考え方で評価した方が、優れていることがわかりました。
今回紹介した内容です。
----------------------
1.研究の概要
2.品質工学の実験(詳細)
3.プレス打抜きの基本機能の検討
----------------------
結論です。
----------------------
・品質工学は、機械加工の分野でも活用可能である
・プレス打抜きの最適条件が求まった
・基本機能はエネルギー変換が重要である
----------------------
−−−−−−−−−−−−−−−−End−−−−−−−−−−−−−−−−−−−
【No.6 プレス打抜きの基本機能】→【No.1 はじめに】
【目次はこちら】>> go
質問などありましたら、お気軽にご連絡ください。
e-mail:info2qe@abox3.so-net.ne.jp
2005-08-15 11:00
nice!(0)
コメント(0)


コメント 0