【No.3 入力と出力の設定】 [シリーズ「プレス打抜き加工条件の最適化」]
「プレス打抜き加工における加工条件の最適化」の実験について、詳細に述べていきます。

プレス打抜き加工について述べます。
左の写真にある【プレス機】で、実験を行いました。
右の写真は、それを拡大した【打抜き部】です。
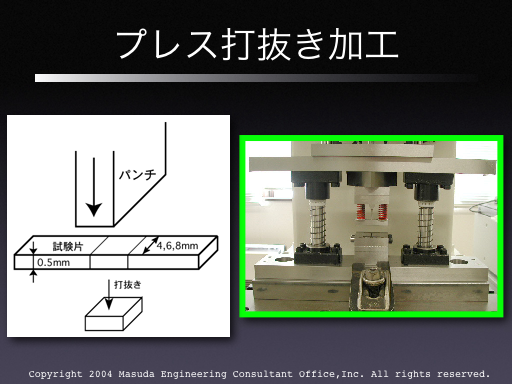
右の写真の【打抜き部】を、イラストにしたものを左に示します。
試験片を設置して、上から【パンチ】が降りてきて、打抜き加工が行われます。
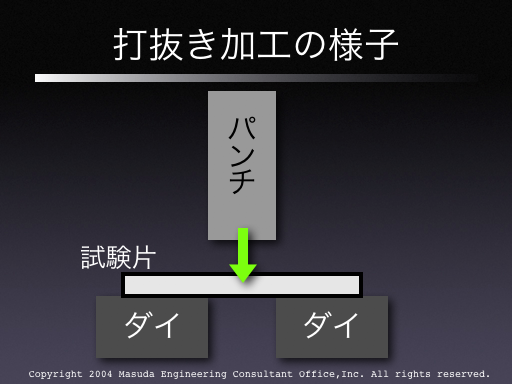
もっと詳しく【打抜き加工】を見てみましょう。
2つの【ダイ】の上に、【試験片】を置き、セッティングします。
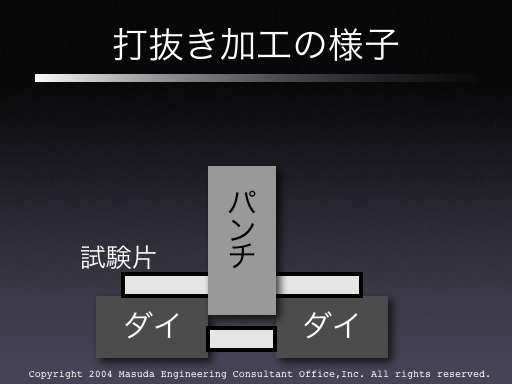
上から【パンチ】が降りてきて、【試験片】が打ち抜かれます。
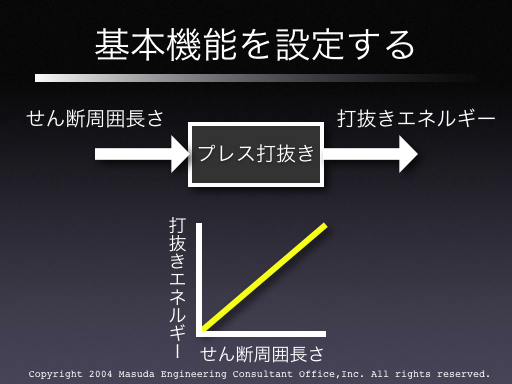
基本機能の設定をします。
----------------------
入力:せん断周囲長さ
出力:打抜きエネルギー(打抜きに要するエネルギー)
----------------------
というように設定しました。
それでは、【せん断周囲長さ】と【打抜きエネルギー】について説明をします。
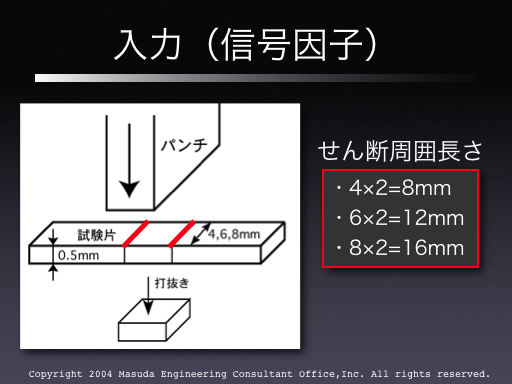
入力である【せん断周囲長さ】について説明します。
左のイラストは、打抜きの様子を示しています。
打抜きの時に、【パンチ】と【試験片】が接触する赤い線の部分の長さを【せん断周囲長さ】といいます。
試験片の幅を、[4、6、8mm]と設定することで、【せん断周囲長さ】を3水準[8、12、16mm]設定しました。
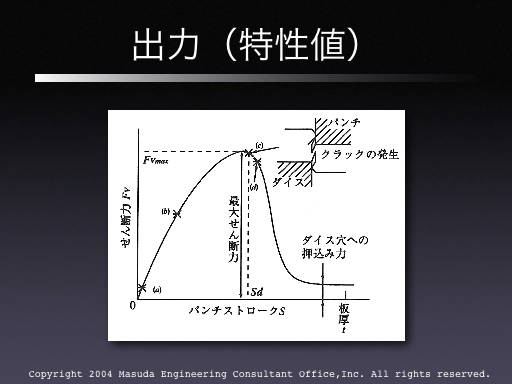
出力である【打抜きエネルギー】について説明します。
打抜きの際の【パンチストローク】と【せん断力】の関係をグラフに示します。
パンチが試験片に接触すると、【せん断力】が上昇し、破断と共に【せん断力】は低下します。
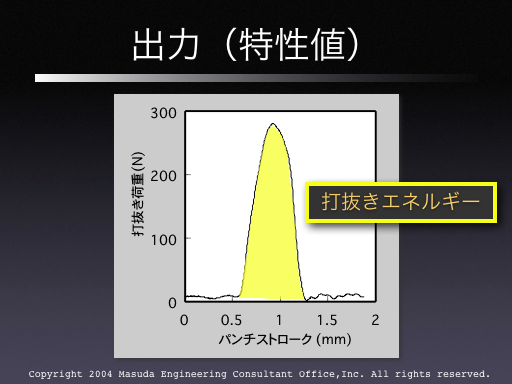
実際に打抜いた時のデータをグラフに示します。
【パンチストローク】に対して【打抜き荷重】が上昇し、破断と共に低下しています。
----------------------
[エネルギー]=[力]×[動いた距離]
----------------------
です。
よって、[黄色で示した面積]=[打抜きエネルギー]ということになります。
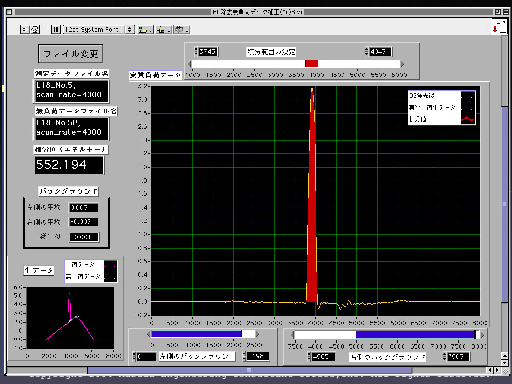
【打抜きエネルギー】を測定するために、専用のソフトウエアをプログラミングしました。
これはそのソフトウエアの画面です。
中央のグラフチャートにおいて、赤いピークが出現しています。
この赤い部分が、打抜き時のデータになります。
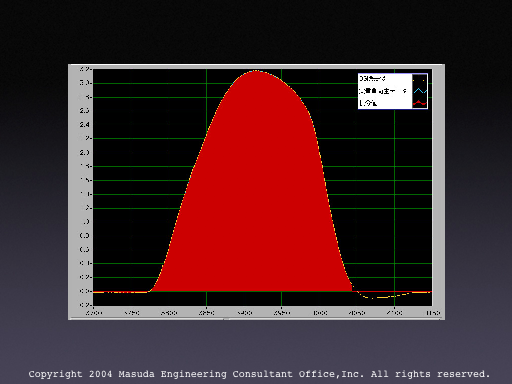
前のシートの打抜きデータ(赤いピーク)を拡大したものを示します。
この赤い面積をソフトウエアでカウントします。
その面積が【打抜きエネルギー】になります。
−−−−−−−−−−−−−−−−End−−−−−−−−−−−−−−−−−−−
【No.3 入力と出力の設定】→【No.4 ノイズと制御因子の設定】
【目次はこちら】>> go
質問などありましたら、お気軽にご連絡ください。
e-mail:info2qe@abox3.so-net.ne.jp
2005-08-15 10:06
nice!(0)
コメント(0)


コメント 0